


When you start searching for an aluminum extrusion supplier, you'll quickly notice that not all extrusions are created equal. Some suppliers deliver raw profiles straight from the press, while others provide complete, ready-to-install components. Understanding this distinction can save you significant time, cost, and coordination headaches down the road.
So what exactly separates a "finished" aluminum extrusion from its raw counterpart? The answer lies in the secondary processing stages that transform a basic extruded profile into a functional, application-ready product.
Raw aluminum extrusions—often called "mill finish" aluminum—represent the material in its original, unpolished state after leaving the extrusion press. According to industry experts, mill finish aluminum has a semi-reflective, semi-dull appearance with visible manufacturing lines on the surface. While aluminum naturally resists rust, raw profiles will gradually oxidize when exposed to moisture over time.
A finished aluminum extrusion, on the other hand, has undergone comprehensive secondary processing that prepares it for immediate use. When you work with a finished aluminum extrusion supplier, you're receiving components that have been through multiple value-adding stages beyond the initial extrusion.
Here are the key processing stages that transform raw extrusions into finished products:
Imagine receiving a shipment of raw aluminum profiles when you expected ready-to-assemble components. You'd suddenly need to coordinate cutting services, find a machining vendor, arrange surface treatments, and manage quality control across multiple suppliers. This scenario is more common than you might think when buyers don't clearly specify their requirements or work with aluminum extrusion supply companies that lack integrated capabilities.
Choosing a comprehensive aluminum extrusion supplier who handles the complete finishing process offers several practical advantages. First, you eliminate the coordination burden of managing multiple vendors. Second, you reduce lead times since all operations happen under one roof. Third, quality consistency improves dramatically when a single organization controls every step from raw material to finished part.
Whether you're sourcing architectural profiles, industrial components, or precision parts, understanding what "finished" means in the context of aluminum extrusion supply helps you ask the right questions and set accurate expectations. Companies like Aluminum Extrusion Supply Inc and similar full-service providers differentiate themselves specifically by offering this end-to-end capability.
As you evaluate potential suppliers, keep this fundamental distinction in mind. The true value of a finished aluminum extrusion supplier lies not just in producing the initial profile, but in delivering components that are genuinely ready for your assembly line or installation site.
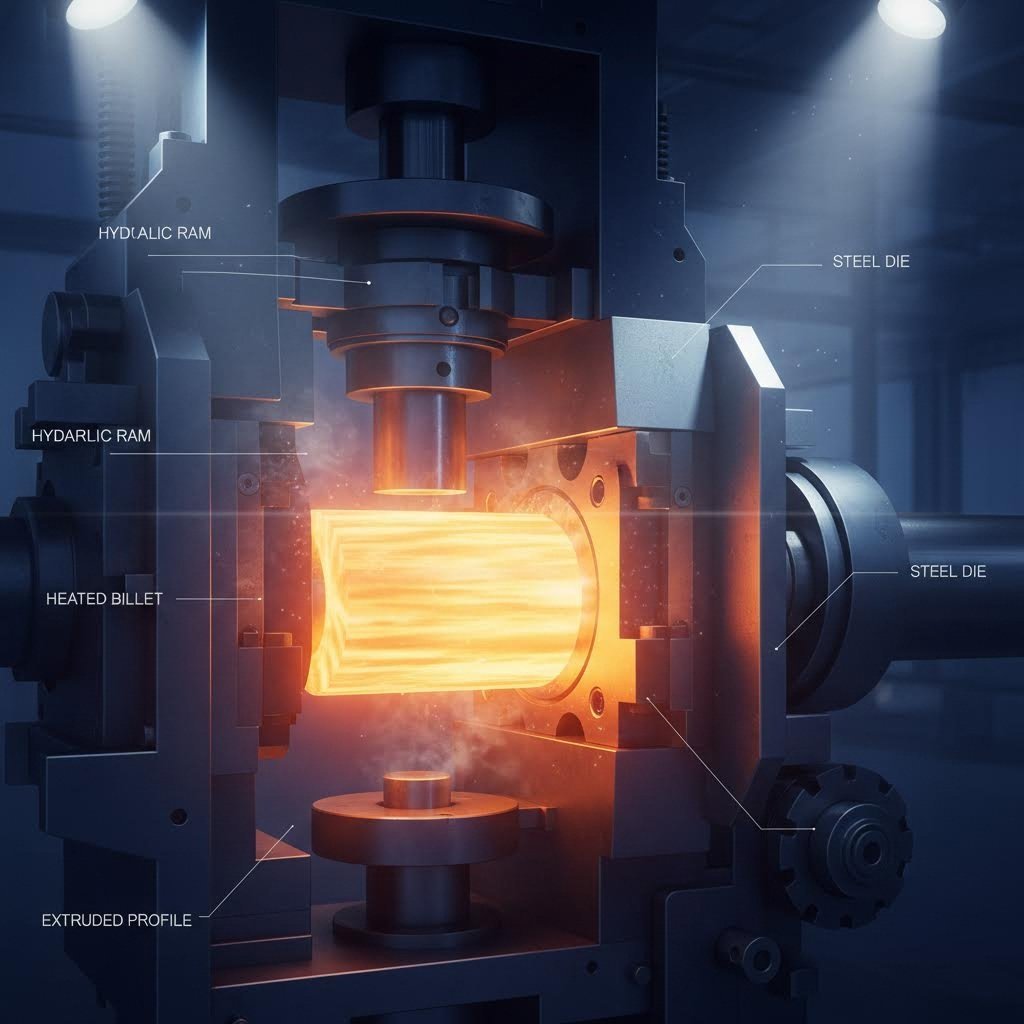
Ever wondered how a solid cylinder of aluminum transforms into the precisely shaped profiles you see in window frames, machine enclosures, or electronic housings? Understanding this manufacturing journey helps you appreciate what your aluminum extrusions supplier actually delivers—and why integrated production matters for your project's success.
The aluminum extrusion process has roots stretching back over a century. According to RapidDirect, the technique originated in 1797 when Joseph Bramah developed it for lead pipe production. The first aluminum extrusion press wasn't constructed until 1904, sparking a revolution in automotive and construction applications that continues today.
Picture squeezing toothpaste from a tube—the paste emerges in the shape of the opening. Aluminum extrusion works on the same principle, just with substantially more force and precision. Here's how a custom aluminum extrusion supplier transforms raw material into your specified profile:
Here's where the distinction between a basic aluminum extrusion parts supplier and a true finished extrusion partner becomes clear. After aging, profiles can undergo numerous value-adding operations:
When evaluating an aluminum alloy extrusions supplier, consider whether they handle this entire journey under one roof. An integrated approach means a single point of accountability from billet to finished part. Alternatively, multi-vendor approaches require you to coordinate separate extrusion houses, heat treatment facilities, machining shops, and finishing vendors—each handoff introducing potential delays, quality variations, and communication gaps.
For buyers seeking custom profiles, working with an aluminum extrusion alloys supplier who controls the complete process simplifies project management considerably. You specify your requirements once, receive consistent quality throughout, and hold one organization responsible for the final result. This integrated model is particularly valuable when your application demands tight tolerances, specialty alloys, or complex finishing requirements.
With this manufacturing foundation in place, you're ready to explore the surface finishing options that give aluminum extrusions their final appearance and performance characteristics.

You've selected your profile shape and alloy—now comes a decision that profoundly impacts how your aluminum extrusion performs and looks for years to come. Surface finishing isn't just about aesthetics. The right treatment protects against corrosion, enhances durability, and can even improve thermal performance for applications like heat management.
Yet here's the challenge: most aluminum extrusion profile suppliers simply list available finishes without explaining when each makes sense. Should you choose anodizing or powder coating? What's the difference between Type II and Type III anodizing? When does PVDF coating justify its higher cost?
Let's break down these options so you can make informed decisions for your specific application.
Anodizing remains one of the most popular finishes for aluminum extrusions—and for good reason. Unlike paints and coatings that sit on top of the surface, anodizing creates an electrochemical reaction that grows the aluminum's natural oxide layer thicker. According to Gabrian, this means the protective layer becomes an integral part of the metal itself, so it won't chip or peel like applied coatings can.
But not all anodizing is the same. Here are the three main types you'll encounter:
One important consideration: anodizing works best on certain alloys. The 6063 alloy commonly used for architectural profiles anodizes beautifully with a uniform appearance. Other alloys may show slight color variations or surface imperfections after anodizing, so discuss alloy selection with your aluminum alloy extrusion supplier early in the design process.
When you need broader color options or specific performance characteristics that anodizing can't deliver, coating technologies step in. Each has distinct advantages depending on your application environment.
Powder Coating uses electrostatically charged dry paint particles that are baked onto the aluminum surface. The result? A durable, attractive finish available in virtually any color, texture, or gloss level you can imagine. Powder coating offers excellent resistance to UV exposure, chemicals, and weathering. It's also environmentally friendly since it contains no volatile organic compounds (VOCs). However, powder coatings aren't as hard as anodized surfaces and can chip if subjected to significant impact.
PVDF Coatings (Polyvinylidene Fluoride) represent the premium choice for exterior architectural applications. Building facades, curtain walls, and window frames exposed to decades of sun, rain, and pollution benefit from PVDF's exceptional weather resistance and color retention. According to finishing specialists, PVDF maintains its gloss and color for decades with minimal maintenance—far outperforming standard paints in harsh environments.
Mechanical Finishes prepare surfaces or create specific textures without adding any coating:
Micro-Arc Oxidation (also called plasma electrolytic oxidation) creates an exceptionally hard ceramic-like coating on aluminum surfaces. This specialty treatment is gaining popularity for applications requiring superior hardness, thermal stability, and electrical insulation. If you're sourcing from an aluminum heatsink extrusions supplier, ask whether micro-arc oxidation might enhance thermal performance for demanding electronic cooling applications. Similarly, an aluminum heatsink extrusion profiles supplier may recommend this treatment for components facing extreme temperature cycling.
Choosing between finishing options involves balancing durability, cost, appearance, and application requirements. This comparison helps you narrow down the best fit:
| Finish Type | Durability | Relative Cost | Appearance Options | Ideal Applications |
|---|---|---|---|---|
| Clear Anodizing (Type II) | High - Excellent corrosion and wear resistance | Low to Moderate | Natural metallic silver; can accept limited dye colors | General industrial, indoor architectural, consumer products |
| Color Anodizing | High - Fade-resistant integral color | Moderate | Black, bronze, gold, blue, red, and other dye colors | Architectural trim, branded products, decorative components |
| Hard Anodizing (Type III) | Very High - 200%+ wear improvement | Moderate to High | Dark gray to black; limited color options | High-wear industrial, sliding mechanisms, aerospace components |
| Powder Coating | Good - Resistant to UV, chemicals, scratching | Moderate | Unlimited colors, textures, and gloss levels | Outdoor furniture, appliances, architectural panels, enclosures |
| PVDF Coating | Excellent - Decades of weather resistance | High | Wide range of matte colors with exceptional retention | Building facades, curtain walls, exterior architectural |
| Brushed/Polished | Moderate - Requires protective topcoat for harsh environments | Low to Moderate | Satin texture or mirror finish | Consumer electronics, decorative panels, interior design |
| Bead-Blasted | Moderate - Often used as pre-treatment | Low | Uniform matte texture | Pre-anodizing preparation, aesthetic components, prototypes |
| Micro-Arc Oxidation | Very High - Ceramic-like hardness | High | Limited; typically gray or white | Heat sinks, high-temperature components, specialty industrial |
When discussing options with your aluminum extrusion profiles supplier, consider both your immediate needs and long-term performance expectations. An indoor display fixture might need only a brushed finish with clear anodizing. A marine environment demands hard anodizing or premium PVDF. Electronic heat sinks may benefit from specialized treatments that enhance thermal dissipation.
The right finish isn't always the most expensive one—it's the one matched precisely to your application's demands. With this understanding of surface treatment options, you're ready to explore the fabrication services that transform finished profiles into complete, assembly-ready components.
So you've selected your profile, chosen the perfect alloy, and specified an appropriate surface finish. Now comes a question that separates basic aluminum extrusion suppliers from true manufacturing partners: who handles the machining, cutting, and assembly work that transforms your finished profile into a component ready for installation?
This is where value-added fabrication services enter the picture. For many applications, a beautifully extruded and finished profile is just the starting point. Your design likely requires holes for fasteners, threaded openings for bolts, precise cut lengths, or even complete sub-assemblies. Working with an aluminum extrusion CNC supplier who handles these operations in-house can dramatically streamline your supply chain.
When you're evaluating an aluminum extrusion supplier with CNC available, understanding what their machining capabilities actually mean for your project helps you ask better questions. Modern fabrication equipment—particularly 5-axis CNC machines—can produce complex geometries that would be impossible through extrusion alone.
According to Precision Steel Services, advanced CNC equipment expedites fabrication of custom extrusions without increasing costs, enabling design features that the basic extrusion process cannot accommodate. Here are the specific machining operations you should look for and when each matters:
When do you need these capabilities versus basic extrusions? Consider this simple test: if you're planning to send your profiles to a separate machine shop after receiving them, you're adding cost, lead time, and quality risk to your project. Every handoff between vendors introduces opportunities for miscommunication, dimensional variations, and scheduling delays.
Beyond individual machining operations, some finished extrusion partners offer complete assembly services. This means you receive sub-assemblies or even finished products rather than loose components requiring additional work at your facility.
What kinds of assembly can you expect from a capable aluminum extrusion bar supplier or aluminum extrusion rail supplier? The range is broader than many buyers realize:
The real-world benefits of integrated fabrication become clear when you consider a case like Honeywell's experience with Precision Steel Services. According to their documentation, working with a single source for sourcing materials, fabricating to tight tolerances, and providing powder coating, welding, machining, and assembly services resulted in premium-quality parts at lower cost and faster turnaround compared to coordinating multiple service providers.
The key advantage of integrated fabrication isn't just convenience—it's accountability. When one organization controls every step from extrusion through final assembly, there's no finger-pointing between vendors when issues arise.
Consider your own situation: how many hours does your team spend coordinating between material suppliers, extrusion houses, machine shops, and finishing vendors? How often do scheduling conflicts at one vendor cascade into delays at the next? Working with an aluminum extrusion supplier who handles the complete process eliminates these coordination burdens while typically improving quality consistency.
The next step in evaluating potential suppliers is understanding the technical specifications and certifications that ensure your finished extrusions meet the demands of your specific application.
You've mastered the manufacturing process, explored finishing options, and evaluated fabrication capabilities. But here's where many buyers stumble: understanding the technical specifications that determine whether an aluminum extrusion will actually perform in your application. What's the difference between 6063 and 6061 alloy? Why does T5 versus T6 temper matter? And which certifications should you require from your 6063 aluminum extrusion supplier?
These aren't just technical details—they're the foundation for successful project outcomes. Let's decode the specifications that matter most.
When you see markings like 6063-T5 or 6061-T6 on specification sheets, you're looking at two critical pieces of information. The numbers identify the aluminum alloy composition, while the letter-number combination describes its heat treatment condition.
According to Metal Supermarkets, both 6061 and 6063 alloys contain magnesium for increased strength and silicon to reduce melting temperature—making them ideal for extrusion. However, the slight differences in composition create distinct performance characteristics you need to consider.
6061 Aluminum: This alloy can contain up to twice the iron content of 6063, plus additional copper and chromium. The result? Superior mechanical strength with a typical Brinell hardness of 95. When you need structural applications—think braces, frames, trailers, truck beds, or aerospace components—6061 is the go-to choice. An aerospace aluminum extrusions supplier will almost always recommend 6061 for load-bearing applications.
6063 Aluminum: Often called "architectural aluminum," 6063 contains approximately 3.5% more aluminum content. With a Brinell hardness of 73, it's softer than 6061 but offers advantages that matter for many applications: superior corrosion resistance, better extrudability for complex shapes, and excellent surface quality after anodizing. Window frames, door frames, sign frames, and decorative trim all benefit from 6063's characteristics.
Now, what about those temper designations? Here's what the common ones mean for your project:
When discussing specifications with an aluminum alloy extrusion profile supplier, this comparison helps you match alloy properties to your application requirements:
| Property | 6063-T5 | 6063-T6 | 6061-T6 |
|---|---|---|---|
| Tensile Strength | 186 MPa (27,000 psi) | 241 MPa (35,000 psi) | 310 MPa (45,000 psi) |
| Yield Strength | 145 MPa (21,000 psi) | 214 MPa (31,000 psi) | 276 MPa (40,000 psi) |
| Brinell Hardness | 60 | 73 | 95 |
| Extrudability | Excellent | Excellent | Good |
| Corrosion Resistance | Excellent | Excellent | Good |
| Anodizing Quality | Excellent - Uniform finish | Excellent - Uniform finish | Good - May show slight variations |
| Typical Applications | Architectural trim, furniture, irrigation tubing | Window/door frames, railings, structural trim | Aerospace, automotive, structural frames, machinery |
Sounds complex? Here's what you need to know: tolerances define the acceptable variation from your specified dimensions. Tighter tolerances mean more precision—but also higher costs. Understanding standard tolerances helps you specify what you actually need rather than over-engineering your requirements.
Aluminum extrusion tolerances typically follow industry standards like ANSI H35.2 in North America or BS EN 12020-1 in Europe. According to GoldApple Aluminum, suppliers certified under BS EN 12020-1 demonstrate they can deliver products within specified dimensional tolerances—crucial for complex extrusions in high-precision applications.
Key tolerance considerations include:
When working with an aluminum extrusion quality control supplier, discuss which dimensions are critical versus which can accept standard tolerances. This conversation helps optimize cost while ensuring proper fit and function.
Quality certifications tell you whether a supplier has the systems and capabilities to meet your industry's requirements. But not all certifications matter equally for every application. Here's what to look for:
ISO 9001: GoldApple Aluminum describes this as "the cornerstone of quality"—an internationally recognized standard certifying that a company has implemented effective quality management systems. Required for virtually any professional application and demonstrates commitment to consistency, traceability, and continuous improvement. An aluminum extrusion inspection supplier without ISO 9001 should raise immediate concerns.
AS9100: The aerospace industry standard that builds on ISO 9001 with additional requirements specific to aviation, space, and defense. If you're sourcing from an aerospace aluminum extrusions supplier, AS9100 certification is typically mandatory.
ITAR (International Traffic in Arms Regulations): Required for suppliers handling defense-related products or technical data. ITAR registration ensures the supplier understands and complies with export control requirements for military applications.
Aluminium Stewardship Initiative (ASI): Verifies suppliers adhere to strict standards for environmental sustainability, social responsibility, and ethical sourcing. Increasingly important for organizations prioritizing sustainable supply chains.
The right certifications depend on your application. Architectural projects may only require ISO 9001, while aerospace and defense work demands AS9100 or ITAR compliance. Ask potential suppliers which certifications they hold—and request documentation to verify their claims.
With a solid understanding of alloy grades, temper designations, tolerances, and certifications, you're prepared to explore how these specifications apply across different industries and applications.
Now that you understand alloy grades, surface treatments, and quality certifications, here's where it all comes together: applying that knowledge to your specific industry. A window frame manufacturer and an aerospace engineer both need aluminum extrusions—but their requirements couldn't be more different.
The challenge? Most suppliers simply list the industries they serve without explaining what makes each sector's demands unique. Whether you're sourcing for architectural projects, industrial machinery, or specialty applications, understanding your industry's specific requirements helps you ask the right questions and choose the right finished aluminum extrusion supplier.
Walk into any modern commercial building and you're surrounded by aluminum extrusions. Window frames, curtain walls, storefronts, railings, and structural facades all rely on carefully specified aluminum profiles. But architectural applications demand a particular combination of characteristics that differs significantly from industrial uses.
When sourcing from an aluminum window frame extrusion profiles supplier or aluminum door frame extrusions supplier, these factors deserve your attention:
For aluminum window extrusion profiles suppliers, the ability to produce complex multi-chamber hollow sections—often with integrated gasket channels and hardware pockets—separates qualified vendors from basic extruders. These intricate profiles require specialized dies and precise process control.
Industrial applications prioritize function over aesthetics. Machine frames, conveyor systems, equipment enclosures, and material handling structures demand strength, dimensional accuracy, and reliable performance under demanding conditions.
When evaluating an aluminum channel extrusions supplier or aluminum extrusion conveyor supplier for industrial applications, focus on these requirements:
Aerospace, Marine, and Automotive Sectors present the most demanding requirements. Each specialty sector brings unique challenges:
The certification requirements differ substantially across sectors. Architectural projects typically need only ISO 9001, while aerospace demands AS9100. Defense applications may require ITAR registration. Marine certifications like ABS or DNV approval apply to vessel components. Automotive suppliers often need IATF 16949 certification demonstrating automotive-specific quality management.
The key insight: there's no universal "best" specification for aluminum extrusions. The right alloy, temper, finish, and tolerance requirements depend entirely on your application's specific demands.
When approaching potential suppliers, lead with your application rather than a generic specification. Explain what the component does, where it operates, what loads it carries, and what appearance standards apply. Experienced finished aluminum extrusion suppliers will translate these requirements into appropriate technical specifications—and flag any concerns about your initial assumptions.
With industry-specific requirements understood, the next consideration is where your extrusions should come from: domestic suppliers, international sources, or some combination of both.
You've identified your technical requirements, chosen your alloy and finish, and understand what your industry demands. Now comes a decision that significantly impacts your project's timeline, budget, and risk profile: where should your finished aluminum extrusions come from?
This isn't simply a matter of finding the lowest price per kilogram. When you order aluminum extrusions from a supplier, you're choosing a partner whose location, capabilities, and business practices will affect everything from lead times to intellectual property protection. Let's examine the real trade-offs so you can make an informed decision.
The sourcing landscape has shifted dramatically. According to Monarch Metal's 2025 analysis, the decision now hinges on lead time, compliance risk, quality control, and total landed cost—not just the line item on a quote sheet.
When does domestic sourcing make sense? Consider working with an aluminum extrusions supplier California or aluminum extrusions supplier Texas based when your projects demand:
International sourcing—whether from an aluminum extrusion Canada supplier or overseas manufacturers—still offers advantages under the right conditions. If your demand is steady, high-volume, and price-sensitive, importing can deliver meaningful savings. You'll typically see lower unit prices at scale from well-established operations in Asia, Europe, and the Middle East.
However, those savings must be weighed against significant factors:
Here's where many buyers make costly mistakes: focusing solely on the quoted aluminum extrusion price per kilogram. Smart sourcing teams calculate total landed cost (TLC) instead, using a formula that captures the complete picture:
TLC = Ex-works price + Freight + Duties + Tariffs + Compliance + Carrying Cost + Risk Buffer
According to Ya Ji Aluminum's 2025 market analysis, standard aluminum extrusion pricing ranges between $2.50 and $3.80 per kilogram, depending on regional production costs, order size, alloy specification, and surface treatment. But that baseline price represents just the starting point.
When evaluating quotes from any aluminum extrusion price supplier, consider these cost variables:
The smartest approach for many organizations? A dual-source model. Keep high-runners and compliance-sensitive items with domestic partners while sourcing stable, high-volume commodity profiles internationally. Maintain two to four weeks of domestic safety stock to buffer against overseas supply disruptions.
When comparing aluminum extrusion supplies from different sources, standardize your RFQ with complete specifications: drawings, alloy requirements, finish specifications, tolerances, quantities, and delivery expectations. The more consistent your request, the easier it becomes to compare quotes on an apples-to-apples basis.
With sourcing strategy and cost factors understood, you're ready to develop a systematic approach for evaluating and selecting the supplier who best matches your project requirements.

You've done your homework on alloys, finishes, and sourcing strategies. Now comes the moment of truth: actually choosing the aluminum extrusion companies supplier who will deliver your project. This decision determines whether your components arrive on time, within specification, and ready for immediate use—or whether you'll face delays, quality issues, and coordination headaches.
The challenge? Every supplier claims to offer quality products and excellent service. How do you separate genuine capability from marketing promises? A structured evaluation process helps you cut through the noise and identify partners who can truly meet your requirements.
Before requesting quotes, develop a clear picture of what matters most for your specific project. According to Ya Ji Aluminum's procurement guidance, a qualified finished aluminum extrusion supplier offers much more than extruded profiles—they provide engineering collaboration, quality assurance, and integrated production capabilities that align with your business goals.
When you first contact potential suppliers, these questions reveal whether they're equipped to handle your requirements:
Random inquiries waste everyone's time. Follow this systematic approach to efficiently qualify potential partners and make confident decisions:
Experience reveals patterns that predict future performance. Watch for these warning signs during your evaluation:
Red Flags:
Green Lights:
Minimum order quantities (MOQs) vary significantly across suppliers and depend on several factors. New custom dies typically require minimum runs to amortize tooling costs—often 500-2,000 kg for small profiles. Standard profiles with existing tooling may ship in smaller quantities.
According to PTSMAKE's manufacturing insights, a $2,000 die spread across 20,000 kg adds just $0.10 per kg to your cost. But that same die on a 2,000 kg trial batch adds $1.00 per kg—a tenfold difference. Understanding this relationship helps you negotiate appropriate minimums for your situation.
The typical ordering process follows this pattern:
For buyers ready to explore integrated processing services, Shengxin Aluminium's processing capabilities demonstrate what comprehensive supplier infrastructure looks like—from their 35 extrusion presses and CNC machining centers to their full range of surface treatments. This integrated approach delivers the consistency and accountability that separate true manufacturing partners from basic profile suppliers.
The goal isn't finding the cheapest supplier—it's finding the right partner whose capabilities, communication style, and quality systems align with your project requirements.
With a systematic evaluation process complete, you're positioned to move from supplier selection into active project collaboration. The final step is preparing your project documentation and establishing the working relationship that transforms a qualified vendor into a true manufacturing partner.
You've evaluated suppliers, compared capabilities, and selected a partner who meets your technical requirements. Now the real work begins: transforming that supplier relationship into a productive collaboration that delivers results. The difference between a smooth project and a frustrating one often comes down to how well you prepare and communicate throughout the engagement.
Think of your aluminum profile extrusion supplier as an extension of your engineering team rather than just a vendor filling orders. The best outcomes emerge when both parties invest in understanding each other's capabilities, constraints, and objectives from day one.
Before you send that first email or make that initial phone call, take time to organize your project documentation. According to industry best practices, accurate specifications will streamline the quotation process and minimize misunderstandings that cause delays later.
What should you have ready before contacting an aluminum extrusion shapes supplier? Prepare these essential documents and specifications:
One common mistake that causes production problems? Design experts identify incomplete or overly complex CAD files as frequent sources of confusion. Keep drawings clear, avoid unnecessary detail, and ensure dimensions are easy to read. A few minutes spent cleaning up your files saves days of back-and-forth clarification later.
Rushing straight to full production without validation is a recipe for expensive mistakes. Aluminum extrusion prototyping has emerged as a key technology in modern product development, offering businesses a flexible and effective way to transform ideas into tangible products before committing to mass production.
The prototyping phase serves multiple purposes: validating your design geometry, confirming mechanical properties meet requirements, testing fit with mating components, and evaluating surface finish quality. A design can be readily scaled up for bigger production runs after it has been tested and refined through the extrusion process—and the same dies used for prototyping can often serve full-scale manufacturing.
Here's how to structure your prototype-to-production workflow:
Throughout this process, maintain open and frequent communication with your supplier. As procurement specialists emphasize, clearly convey your project goals, expectations, and timelines while inquiring about their capabilities, experience, and lead times. Effective communication fosters transparency and builds a solid foundation for collaboration.
The most successful buyer-supplier relationships extend beyond individual projects. When you find an aluminum profile extrusion parts supplier or aluminum frame extrusion profiles supplier who consistently delivers quality and service, invest in that relationship.
Expect ongoing technical support even after delivery. Qualified suppliers should be available to answer questions, provide consultation, and assist with any potential issues or warranty claims. Foster a collaborative environment where feedback and suggestions are welcomed—regularly review supplier performance, identify areas for improvement, and work together to enhance the partnership.
For buyers seeking a comprehensive manufacturing partner, suppliers with deep experience and integrated capabilities offer significant advantages. Shengxin Aluminium, with over 30 years in the industry, exemplifies this approach—providing end-to-end technical support from die development through mass production. Their facility houses 35 extrusion presses, CNC machining centers, and comprehensive surface treatments including anodizing, powder coating, PVDF, and micro-arc oxidation. Whether you need custom 6063 aluminum tubes, architectural profiles, or complex industrial applications, this integrated model delivers consistency and accountability.
The journey from aluminum billet to finished extrusion involves countless decisions, technical specifications, and coordination challenges. By preparing thoroughly, communicating clearly, and partnering with capable suppliers, you transform that complexity into a competitive advantage—receiving precisely the components you need, when you need them, ready for immediate use in your products and projects.
Raw aluminum extrusions, also called mill finish aluminum, come directly from the extrusion press with a semi-reflective surface and visible manufacturing lines. Finished aluminum extrusions undergo comprehensive secondary processing including precision cutting, CNC machining, surface treatments like anodizing or powder coating, stretching, quality inspection, and protective packaging. This makes them ready for immediate installation or assembly without requiring additional processing from the buyer.
Choose 6061 aluminum when you need superior mechanical strength for structural applications like aerospace components, truck beds, trailers, and load-bearing frames—it offers tensile strength of 310 MPa and Brinell hardness of 95. Select 6063 aluminum for architectural applications such as window frames, door frames, and decorative trim, as it provides better extrudability for complex shapes, superior corrosion resistance, and excellent anodizing quality with uniform finish.
ISO 9001 is the baseline certification demonstrating effective quality management systems. For aerospace applications, require AS9100 certification. Defense projects may need ITAR registration for export control compliance. Automotive applications often require IATF 16949 certification. The Aluminium Stewardship Initiative (ASI) certification verifies environmental sustainability and ethical sourcing. Always request current certification documentation rather than relying on website claims.
Standard aluminum extrusion pricing ranges between $2.50 and $3.80 per kilogram in 2025, depending on regional production costs, order size, alloy specification, and surface treatment. Raw material represents 60-75% of cost. Die tooling adds $0.10 to $1.00 per kg depending on volume. Anodizing adds $0.10-$0.30/kg, powder coating $0.20-$0.50/kg, and PVDF finishes can add $0.50-$1.00+ per kg. Calculate total landed cost including freight, duties, and carrying costs rather than focusing solely on unit price.
Choose domestic suppliers when you need fast turnaround (2-8 weeks), agile design changes, compliance with Build America Buy America requirements, smaller order quantities, or strict documentation for aerospace and defense. International sourcing works well for steady, high-volume, price-sensitive orders. Consider a dual-source model: keep compliance-sensitive items domestic while sourcing stable commodity profiles internationally, maintaining 2-4 weeks of domestic safety stock against overseas disruptions.




 Інтернет-сервіс
Інтернет-сервіс 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 Українська
Українська English
English français
français Deutsch
Deutsch русский
русский español
español português
português العربية
العربية ไทย
ไทย Việt
Việt










