

When you need aluminum components that match your exact specifications, off-the-shelf options rarely cut it. That's where custom aluminum extrusion enters the picture. But here's what many buyers discover too late: the supplier you choose can make or break your entire project. So what is an aluminum extrusion, and why does your partner selection carry such weight?
Imagine squeezing toothpaste from a tube. The paste takes on the shape of the opening as it's pushed through. Aluminum extrusion works on a similar principle, just with considerably more force and heat involved.
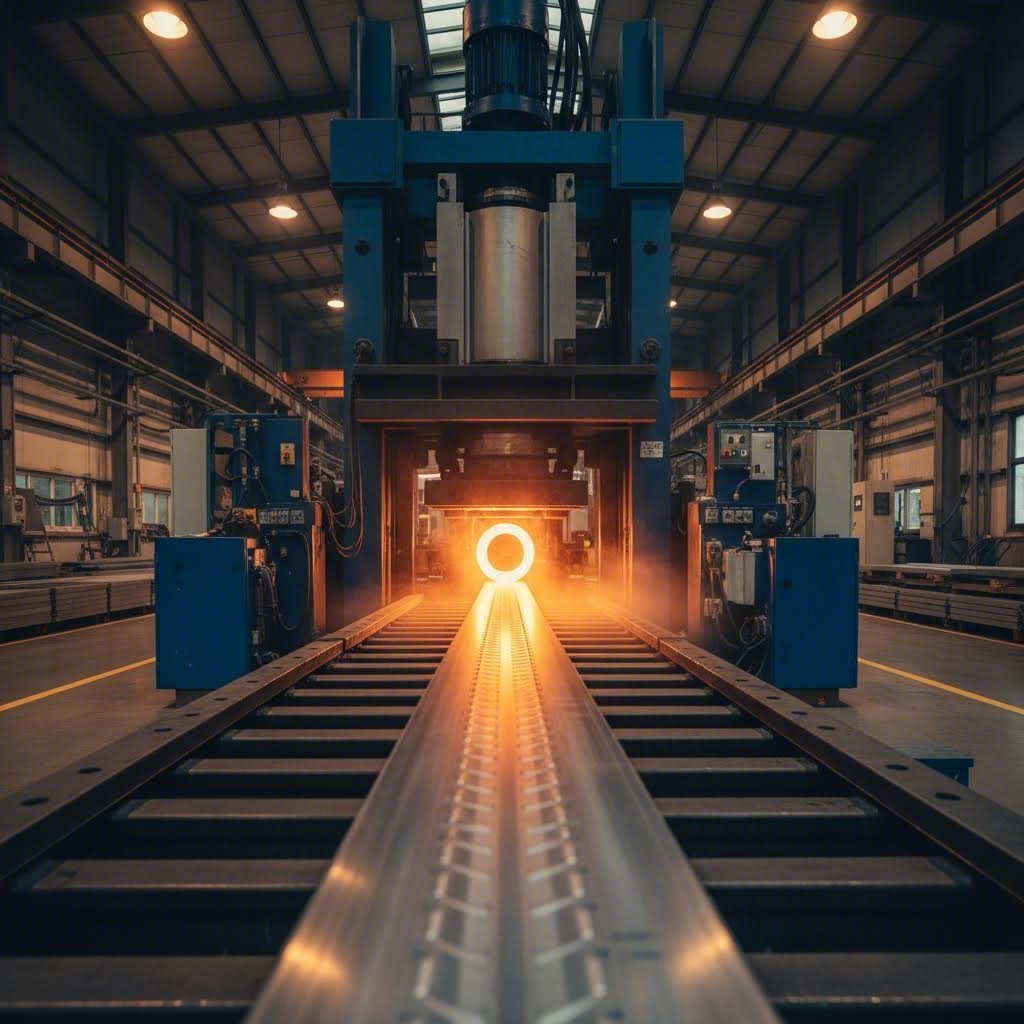
The process begins with aluminum billets - cylindrical logs of aluminum alloy. These billets are heated to temperatures between 750°F and 925°F, making the metal soft and malleable without fully melting it. A powerful hydraulic press then forces the heated aluminum through a steel die at approximately 10 million pounds of pressure. The die contains a precision-cut opening that determines the profile's cross-sectional shape.
As the aluminum emerges from the die, it takes on the exact shape of that opening. The freshly extruded profile travels along a cooling table - sometimes stretching up to 160 feet - where it gradually cools and hardens. After cooling, the profiles undergo stretching to ensure straightness, then cutting to specified lengths.
What are aluminum extrusions capable of becoming? The shapes created through this process can be solid, hollow, or semi-hollow. They range from simple angles and channels to incredibly complex custom aluminum extrusion profiles with intricate details. Following extrusion, profiles can receive heat treatment to enhance strength, surface finishing for appearance and protection, and fabrication operations to achieve final dimensions.
Custom extrusions are uniquely designed and produced for specific application needs, providing design freedom that standard profiles simply cannot match. Unlike stock shapes that force you to adapt your design, custom aluminum extrusions let you optimize form, function, and cost from the ground up.
Selecting a custom aluminum extrusion supplier isn't like ordering commodity materials. Your choice directly influences three critical outcomes: product quality, timeline reliability, and total project cost.
Consider technical expertise first. Top aluminum extrusion companies invest heavily in advanced extrusion presses, automation, and quality control equipment. This technology enables them to achieve tight tolerances - often measured in thousandths of an inch - and tackle complex designs that less-equipped suppliers might refuse. Precise temperature control during extrusion and cooling, for instance, directly impacts your profile's strength and dimensional accuracy.
Then there's the matter of vertical integration. A supplier handling only extrusion leaves you coordinating multiple vendors for cutting, machining, finishing, and assembly. Each handoff introduces risk: potential damage during transport, communication gaps, and quality inconsistencies. Premier custom aluminum extrusion suppliers offer end-to-end capabilities, maintaining quality control from raw billet to finished component.
Material expertise matters equally. Understanding the nuances of different aluminum alloys - and helping you select the optimal grade for your application - separates knowledgeable partners from order-takers. The right supplier balances strength, corrosion resistance, machinability, and cost based on your specific requirements.
Finally, consider responsiveness and support. How quickly does a potential partner answer questions? Do they offer design-for-manufacturability feedback that could simplify your profile and reduce costs? These soft factors often predict whether your project runs smoothly or becomes a frustrating exercise in problem-solving.
Your aluminum profile performs only as well as the alloy behind it. Yet here's a secret most sales reps won't volunteer: many suppliers push whatever alloy they have in stock rather than recommending what's genuinely optimal for your application. Understanding alloy selection transforms you from a passive buyer into an informed partner who can demand the right material for the job.
The 6xxx series dominates custom aluminum extrusions for good reason. According to the Aluminum Extruders Council, this series is easier to extrude, form, and machine than alternatives. The easier an alloy pushes through the press, the more design freedom you gain - including complex hollow shapes that would be impossible with harder materials.
But what are aluminum extrusions used for across different alloy grades? Let's break down the primary options:
Aluminum 6063 - Often called "architectural aluminum," this alloy delivers the finest surface finish of any extrusion material. Its composition of approximately 98.9% aluminum with 0.7% magnesium and 0.4% silicon creates exceptional corrosion resistance and superior anodizing results. When your extruded aluminium profiles need to look stunning while withstanding outdoor conditions, 6063 is typically your first choice.
Aluminum 6061 - Need more muscle? This alloy contains higher levels of copper, silicon, and chromium, resulting in greater structural strength and hardness. With a Brinell hardness value of 95 compared to 6063's 73, it handles heavier loads and more demanding mechanical applications. The trade-off? Slightly reduced corrosion resistance and a surface finish that won't match 6063's aesthetic appeal.
Aluminum 7075 - When standard alloys aren't strong enough, aircraft aluminum extrusions turn to the 7xxx series. The 7075 alloy offers among the highest strength-to-weight ratios available, making it essential for aerospace structural components, military applications, and high-stress machinery parts. However, this performance comes with reduced formability and higher costs.
Aluminum 1100 - At the opposite end of the spectrum, this commercially pure aluminum sacrifices strength for maximum formability and corrosion resistance. It's ideal for chemical processing equipment, heat exchangers, and applications where workability matters more than structural demands.
Selecting the right alloy requires balancing multiple factors. Ask yourself: What mechanical loads will the profile bear? What environmental conditions will it face? How critical is surface appearance? What secondary operations are planned?
| Alloy | Typical Applications | Key Properties | Formability Rating |
|---|---|---|---|
| 6063 | Window frames, door frames, trim, signage, architectural channels, furniture | Excellent surface finish, superior corrosion resistance, high weldability | Excellent |
| 6061 | Structural braces, machinery components, truck beds, bicycle frames, scuba tanks | Higher strength, good machinability (50% rating), moderate corrosion resistance | Good |
| 7075 | Aircraft structures, landing gear, missile components, armored vehicles | Highest strength, excellent fatigue resistance, reduced weldability | Fair |
| 1100 | Heat exchangers, chemical equipment, food containers, decorative applications | Maximum corrosion resistance, excellent formability, lowest strength | Excellent |
Here's what experienced buyers know: your alloy choice impacts far more than material cost. A harder-to-extrude alloy means greater die stress, potentially shorter tooling life, and limitations on profile complexity. The 6063 alloy puts less wear on dies and allows more intricate aluminum extrusion shapes, while 7075 restricts you to simpler geometries.
Consider your finishing requirements too. If you're planning anodizing for enhanced aesthetics, 6063's lower silicon content produces cleaner, more consistent color results. Planning extensive CNC machining? The 6061 alloy's superior machinability could reduce your secondary processing costs significantly.
A trustworthy custom aluminum extrusion supplier won't simply accept whatever alloy you specify. They'll challenge your assumptions, explain trade-offs you hadn't considered, and help you optimize for total project success - not just material specifications. With over 640 alloys registered with the Aluminum Association, the right partner narrows your options based on your specific end-use requirements, mating components, and budget constraints.
Here's something most sales reps gloss over during their pitch: the aluminum extrusion tooling you invest in determines everything that follows. Your die isn't just a hunk of steel with a hole cut into it. It's precision-engineered tooling that directly controls your profile's dimensional accuracy, surface quality, and production efficiency. Understanding how aluminium extrusion dies are developed gives you leverage in negotiations and helps you avoid costly design mistakes before production begins.
The journey from your napkin sketch to production-ready tooling follows a structured path. Knowing each step helps you set realistic expectations and identify where supplier expertise truly matters.
Design submission and review kicks off the process. You provide drawings, CAD files, or even rough sketches showing your desired cross-section. Experienced suppliers don't simply accept your design at face value. They evaluate manufacturability, flag potential issues, and suggest modifications that could save you money without compromising function.
Next comes die design engineering. This is where your aluminum extrusion profile takes shape in tooling form. Engineers determine bearing lengths, pocket depths, and flow channels that control how molten aluminum moves through the die. According to the Gemini Group, the most critical factor in die design is ensuring uniform material flow velocity - this minimizes turbulence, dead zones, and defects like warping.
The design process relies heavily on Finite Element Analysis (FEA) simulations. These computer models predict how aluminum will behave as it's forced through your die at pressures reaching 15,000 tons. The simulation identifies potential weak spots, thermal hot zones, and flow imbalances before anyone cuts steel. Think of it as crash-testing your die design virtually rather than discovering problems during expensive production trials.
Die manufacturing follows once the design is finalized. Aluminium extrusion dies are typically machined from H13 tool steel, chosen for its exceptional thermal conductivity, wear resistance, and toughness. Manufacturing methods include CNC machining for the overall shape, wire EDM (electrical discharge machining) for intricate details, and surface treatments like nitriding that dramatically extend die life.
Finally, die trials and correction validate the tooling. First extrusion runs rarely produce perfect profiles. Skilled die makers analyze trial samples, measure dimensional deviations, and make precise corrections to bearing lengths and flow channels. This iterative process continues until your custom extrusion meets specification. Expect one to three correction cycles for typical profiles, more for complex hollow shapes.
Die pricing catches many first-time buyers off guard. Costs typically range from $500 to $5,000 for standard custom extrusions, though complex hollow dies can exceed these figures significantly. What determines where your die falls on this spectrum?
Profile complexity drives cost more than profile size. A simple solid shape requires a single-piece die, while hollow sections demand multi-component tooling with mandrels and die caps that must work in perfect harmony. The Aluminum Extruders Council's Extrusion Manual notes that typical aluminum extrusion tooling costs between $750 and $2,000, making it far more economical than tooling for die casting ($25,000+), injection molding ($25,000+), or roll forming ($30,000+).
Who owns the die? This varies by supplier. Some retain ownership while others transfer it to you after a minimum order quantity. Clarify this upfront - die ownership matters if you ever need to move production to a different extruder.
Die lifespan depends on alloy selection, profile complexity, and maintenance practices. A well-designed die extruding 6063 alloy might produce millions of feet of profile before requiring replacement. Harder alloys like 7075 dramatically accelerate wear. Regular nitriding - a heat treatment that hardens the bearing surface - extends die life substantially. Industry data suggests nitrided dies can produce double or triple the footage of untreated tools before bearing deterioration becomes visible.
Smart design choices made early save money throughout your project's lifecycle. Here's what experienced buyers specify - and what profile precision extrusions require from a manufacturability standpoint.
One often-overlooked consideration: screw slots, snap-fit features, and assembly aids can be incorporated directly into your extrusion design. These integral features eliminate secondary machining operations and assembly hardware. Your supplier should proactively suggest such opportunities - if they're not offering design feedback that reduces your total cost, they're functioning as order-takers rather than partners.
The bottom line? Investing time in design optimization before die cutting begins pays dividends throughout production. A profile designed for manufacturability extrudes faster, holds tighter tolerances, produces less scrap, and costs less per foot than one that fights the physics of the extrusion process.

You've nailed down your alloy selection and optimized your profile design. Now comes a decision that will shape your project's success more than any specification on your drawing: choosing among the many custom aluminum extrusion suppliers competing for your business. Here's the uncomfortable truth - most buyers evaluate suppliers on price alone, then wonder why they're dealing with quality issues, missed deadlines, and finger-pointing six months later.
A systematic evaluation framework separates the top aluminum suppliers for custom products from those who simply talk a good game. Let's break down exactly what to look for - and what warning signs should send you running.
Not all aluminum extrusion suppliers are created equal. Their equipment, expertise, and infrastructure directly determine what they can deliver - and what limitations they'll impose on your project.
The extrusion press is the heart of any operation, and its tonnage defines what profiles a supplier can realistically produce. According to Aluphant's capability assessment guide, press capacity breaks down into three general categories:
Here's the procurement insight most sales reps won't mention: a supplier operating multiple press capacities offers flexibility that single-press operations simply cannot match. When your production volumes fluctuate or you introduce new profile designs, that equipment diversity prevents you from hunting for a new partner.
Sounds complex? It's actually straightforward. Vertical integration means a supplier handles multiple production stages under one roof rather than farming out secondary operations to subcontractors.
Consider what happens after extrusion: your profiles likely need cutting, CNC machining, drilling, surface finishing, and possibly assembly. Every handoff between vendors introduces risk - potential transport damage, communication gaps, quality inconsistencies, and schedule delays. Custom aluminum extrusion companies with integrated capabilities maintain quality control from raw billet through finished component.
When evaluating custom aluminum extruders, ask specifically about in-house capabilities for:
That last point deserves emphasis. Many suppliers outsource die manufacturing to third parties, creating longer lead times and slower problem resolution when issues arise. Suppliers with in-house die workshops can modify or repair tooling quickly, keeping your production on track when adjustments are needed.
Certifications aren't just wall decorations - they demonstrate a supplier's commitment to process control and traceability. Certified aluminum suppliers for custom products typically maintain:
Military credentials and aerospace certifications indicate an even higher commitment to quality. Suppliers serving defense applications must meet stringent documentation, traceability, and inspection requirements that exceed standard industrial practices. Even if your application isn't military-related, these credentials signal a quality culture that benefits all customers.
Beyond equipment and certifications, softer factors often predict whether your partnership will run smoothly or become a constant headache.
Watch for these positive indicators during your evaluation:
Conversely, these behaviors should trigger serious concern:
When comparing custom aluminum extrusions suppliers, work through these criteria in order of importance:
One final consideration that separates experienced buyers from novices: never hesitate to request facility tours or video walkthroughs. Reputable custom aluminum extrusion suppliers welcome the opportunity to showcase their operations. Those who deflect such requests may have something to hide - whether outdated equipment, quality control gaps, or production capacity constraints they'd rather you not discover.
With your evaluation framework in place, you're ready to make supplier decisions based on capability rather than promises. But there's another dimension most buyers overlook until it's too late: understanding the full range of surface treatment options and how each impacts your profile's performance and appearance.
Your aluminum extruded profile might have perfect dimensions and optimal alloy selection, but without the right surface treatment, it's essentially unfinished. Here's what many buyers don't realize until too late: surface finishing isn't just about making your extruded profiles look good. The treatment you choose determines corrosion resistance, wear performance, UV stability, and even how well your aluminium extrusion profiles integrate with adjacent materials. Let's cut through the marketing speak and examine what each finishing option actually delivers.
Anodizing stands apart from other finishes because it doesn't coat your aluminum - it transforms its surface. This electrochemical process converts the outer layer into aluminum oxide, creating protection that's literally part of the metal itself. According to Astro Metal Craft, this "metallic" film integrates fully with the aluminum surface rather than sitting on top of it like paint.
But here's where supplier conversations often go sideways: not all anodizing is created equal. The thickness of that oxide layer determines performance, and the industry recognizes two distinct classifications.
Architectural Class I Anodizing delivers a mil thickness of 0.7 (18 microns) or greater. This high-performance finish handles the toughest exterior applications - think curtain wall panels, guardrails, building facades, and aluminum extrusion trim that faces direct weather exposure year after year. When your curved aluminum extrusion will spend its life outdoors, Class I protection is typically non-negotiable.
Architectural Class II Anodizing provides a minimum mil thickness of 0.4 (10 microns). This lighter treatment works well for interior applications and light exterior use where aggressive weathering isn't a concern. Column covers, wall fins, storefronts, and extruded aluminum trim in protected locations often receive Class II treatment at meaningful cost savings versus Class I.
Color options extend far beyond the natural silver of clear anodizing. Electrolytic coloring processes deposit metallic salts into the porous oxide layer, producing bronze, champagne, black, and various gold tones. Dye-based coloring offers even broader options, though some organic dyes fade under intense UV exposure. Your supplier should explain which coloring method they recommend based on your application's light exposure conditions.
When anodizing's "metallic" aesthetic doesn't match your design vision - or when environmental conditions demand even more protection - applied coatings enter the picture. Understanding the differences between coating technologies prevents expensive mismatches between finish selection and application requirements.
Powder coating has captured significant architectural market attention for good reason. This dry coating process uses electrostatically charged particles sprayed onto grounded aluminum parts, then cured under heat to form a smooth, durable finish. Unlike liquid paints, powder coating produces remarkably even coverage - even on complex geometries and perforated panels where conventional spraying struggles.
The environmental advantages deserve mention: powder coating requires no solvents, generates no harmful fumes, and produces minimal waste. Overspray can be reclaimed and reused. For sustainability-conscious projects, this matters.
Aesthetically, powder coating offers virtually unlimited color matching plus textures ranging from smooth gloss to aggressive textured finishes. According to Minh Dung Holdings, powder coating delivers excellent cost-effectiveness for projects where specific colors are essential - making it ideal for branded applications requiring precise corporate color matching.
For monumental architecture and facades facing extreme weather, PVDF (polyvinylidene fluoride) coatings represent the premium choice. Often sold under trade names like Kynar 500, these high-performance liquid coatings are applied in controlled factory conditions and baked at high temperatures.
What justifies PVDF's higher cost? Exceptional UV resistance, outstanding chalk resistance, and proven performance across decades of real-world exposure. Building facades, curtain walls, metal roofing, and any aluminium extrusion trim destined for harsh climates typically specify PVDF rather than standard powder coatings.
The trade-off? Higher application cost and less forgiving touch-up characteristics compared to powder coating. PVDF makes economic sense for high-visibility architectural applications where color retention matters for twenty years or more.
Sounds exotic? Micro-arc oxidation (MAO) - also called plasma electrolytic oxidation - takes anodizing technology further by using higher voltages that create plasma discharges at the metal surface. According to research published by MDPI's Coatings journal, this process rapidly forms dense, ceramic-like layers that dramatically enhance both wear and corrosion resistance at relatively low processing costs.
For aluminum alloys specifically, MAO generates coating layers primarily composed of alpha-Al2O3 (corundum phase) - the same crystalline structure as sapphire. The resulting surface hardness significantly exceeds conventional anodizing. Applications include aerospace components, precision mechanical parts, and any situation where sliding contact or abrasion resistance matters more than pure aesthetics.
MAO remains less common than standard anodizing, so availability from your custom aluminum extrusion supplier may be limited. However, for specialized applications in demanding environments, it's worth asking whether this option exists in their surface treatment portfolio.
Beyond the primary technologies, several specialty treatments address niche requirements:
Selecting the right finish requires weighing durability requirements, aesthetic preferences, budget constraints, and application demands. This comparison helps frame your decision:
| Finish Type | Durability | Aesthetic Options | Cost Considerations | Ideal Applications |
|---|---|---|---|---|
| Class I Anodizing | Excellent - integral oxide layer resists scratching and weathering | Metallic tones: clear, bronze, black, champagne, gold; maintains aluminum character | Moderate - higher than Class II; no touch-up possible | Exterior facades, curtain walls, railings, high-traffic architectural elements |
| Class II Anodizing | Good - suitable for protected environments | Same metallic options as Class I | Lower than Class I - economical for interior use | Interior trim, column covers, storefronts, light commercial applications |
| Powder Coating | Very good - resists chipping, scratching, fading | Unlimited colors, multiple textures, custom matching available | Cost-effective - especially for color-critical applications | Window/door frames, furniture, industrial components, branded products |
| PVDF Coating | Outstanding - 20+ year color retention, superior chalk resistance | Wide color range, typically smooth finish | Premium pricing - justified for long-term exterior exposure | Monumental architecture, building facades, metal roofing, harsh environments |
| Micro-Arc Oxidation | Exceptional - ceramic hardness, superior wear resistance | Limited - typically gray/white ceramic appearance | Higher than anodizing - specialized equipment required | Aerospace parts, precision machinery, high-wear components |
One factor this table can't capture: your supplier's actual finishing capabilities. Many extruders outsource surface treatments, adding lead time and potentially introducing quality variability. Ask specifically whether finishing happens in-house or through subcontractors - and if subcontracted, request information about those finishing partners' certifications and quality controls.
The surface treatment decision deserves the same careful analysis you applied to alloy selection and die design. Get it right, and your profiles perform beautifully for decades. Get it wrong, and you're facing premature failure, warranty claims, or expensive refinishing. With your finishing strategy defined, understanding the cost factors that drive custom extrusion pricing becomes essential for accurate project budgeting.
Here's a conversation most sales reps avoid: what actually drives the price of your custom extruded aluminum project? Understanding custom aluminum extrusion cost structures transforms you from a passive price-taker into an informed buyer who can make strategic decisions that reduce expenses without compromising quality. Let's pull back the curtain on the factors that determine what you'll pay.
Your final invoice reflects multiple cost components, each influenced by decisions made throughout the design and sourcing process. Knowing where money goes helps you identify where savings are realistically achievable.
One factor buyers often overlook: alloy selection impacts more than material cost. Specialty alloys that aren't stocked require custom ordering, adding lead time and potentially premium pricing. Standard alloys like 6063 and 6061 are readily available from most suppliers, while aerospace grades or unusual compositions may require minimum order quantities from primary metal suppliers.
Smart buyers don't simply accept quoted prices - they actively manage cost drivers throughout the project lifecycle. Here's how to reduce your aluminum extrusion cost without sacrificing quality.
Design for manufacturability from the start. Profile complexity directly influences die cost and extrusion speed. Symmetrical designs extrude more easily than asymmetrical ones. Avoiding unnecessary tight tolerances reduces scrap rates. Incorporating assembly features into your extrusion eliminates secondary machining operations. Work with your supplier's engineering team during design - their feedback on small modifications can yield substantial savings.
Consider volume economics carefully. Custom extrusion aluminum projects involve significant fixed costs regardless of order size. Die tooling costs roughly the same whether you order 100 feet or 10,000 feet. As production volume increases, that tooling investment spreads across more units, driving down cost per foot. If your application allows, consolidating orders or committing to annual volume agreements often unlocks better pricing.
Lock in material pricing when favorable. Given aluminum's price volatility, some suppliers offer programs to purchase metal in advance and draw against that inventory over time. This hedging strategy makes your custom extrusion aluminum costs more predictable and protects against sudden market spikes.
Evaluate factory-direct relationships. Distributors add margin without adding value for custom projects. Establishing direct relationships with wholesale aluminum extrusions manufacturers eliminates intermediary costs and often provides faster technical support. Factory-direct sourcing makes particular sense for ongoing production programs where volume justifies the supplier development effort.
Select vertically integrated suppliers. Facilities combining extrusion, fabrication, and finishing under one roof eliminate logistical costs between operations. You avoid shipping charges between multiple vendors, reduce handling damage risk, and benefit from streamlined communication. The total project cost often drops even when individual line items appear comparable.
Optimize alloy and temper selection. Unless your application specifically demands premium alloys, standard 6063 or 6061 typically deliver the best value. These alloys are readily available, extrude efficiently, and meet most structural and aesthetic requirements. Similarly, standard temper treatments like T5 or T6 usually suffice - specialty tempers add cost without benefit unless your engineering specifications truly require them.
The bottom line? Your custom aluminum extrusion cost reflects decisions made across design, material selection, volume planning, and supplier relationships. Buyers who understand these levers negotiate from strength and consistently achieve better outcomes than those focused solely on unit price comparisons.
You've optimized your design, selected the right alloy, and identified capable suppliers. Now comes the question that determines whether your project launches on schedule or leaves you scrambling: how long will this actually take? Here's what most sales reps won't tell you upfront - the timeline they quote is often a best-case scenario, and understanding what drives production schedules helps you plan realistically rather than optimistically.
The average lead time for custom extrusion aluminum projects runs 6 to 12 weeks after tooling approval. But that range is broad enough to be almost useless for planning purposes. Breaking down each phase provides the clarity you actually need.
The math adds up quickly. A straightforward extrusion profiles project with existing tooling might complete in 4-6 weeks. New tooling, complex designs, or specialized finishing can stretch timelines to 10-14 weeks or beyond.
Smart buyers build realistic buffers rather than hoping for best-case outcomes. Several factors can accelerate or delay your project - understanding them lets you plan accordingly.
What speeds things up: Using stock aluminum extrusions or existing dies eliminates weeks of tooling development. Simple solid profiles extrude faster than complex hollows. Standard finishes process more quickly than custom colors. Clear specifications and rapid approval decisions at each phase prevent administrative delays.
What slows things down: New tooling requirements add the single biggest time block. Factory backlog during peak seasons extends queue times. Multiple finishing steps compound processing time. Design changes after tooling begins can reset the clock entirely. Material shortages for specialty alloys create unpredictable waits.
One planning strategy experienced buyers use: submit designs and begin die development before finalizing all downstream details. Tooling represents the critical path - getting that process started while you confirm finishing specifications or prepare assembly fixtures compresses your overall timeline.
Rush orders are possible but carry tradeoffs. Suppliers typically charge 10-30% premiums for expedited processing, and even then, certain bottlenecks resist acceleration. A complex profile requiring new tooling and specialized finishing simply cannot compress below certain minimums regardless of urgency or budget. Setting realistic expectations from the start prevents the frustration of promised dates that slip repeatedly.

You've learned about alloys, dies, finishes, and costs. But here's where theory meets reality: understanding how custom aluminum profile extrusion solutions perform across different industries helps you visualize what's possible for your own project. The versatility of extruded aluminum shapes extends far beyond what most buyers initially imagine - and seeing real-world applications often sparks design ideas that wouldn't emerge from studying catalogs alone.
Architecture represents one of the largest markets for aluminum extruded shapes, and for good reason. The combination of design freedom, corrosion resistance, and aesthetic appeal makes aluminum extrusion parts ideal for buildings that need to look stunning while withstanding decades of weather exposure.
What connects these applications? Each benefits from the design-for-manufacturability principles covered earlier. Symmetrical profiles reduce costs. Integrated mounting features eliminate secondary operations. Proper alloy and finish selection - whether the corrosion resistance of 6063 with Class I anodizing for exterior use or the strength of 6061 for structural applications - determines long-term performance.
Beyond architecture, industrial applications push aluminum extrusion technology in different directions - emphasizing precision, modularity, and functional performance over pure aesthetics.
Weight-critical applications drive some of the most demanding aluminum extrusion requirements:
Notice how application requirements connect to earlier discussions? Electronics enclosures often specify black anodizing specifically for enhanced thermal radiation - the same finish selection criteria covered in surface treatment options. Industrial automation equipment benefits from vertically integrated suppliers who handle machined aluminum extrusion operations in-house. Transportation applications demand the structural properties of 6061 or even 7075 alloys discussed in material selection.
The breadth of these applications demonstrates why selecting the right custom aluminum extrusion supplier matters so much. A partner experienced across multiple industries brings cross-pollinated knowledge - design techniques proven in aerospace might solve your industrial automation challenge, while thermal management expertise from electronics enclosures could improve your architectural application.
You've absorbed everything from alloy metallurgy to die development, from surface treatment chemistry to cost optimization strategies. Now comes the moment of truth: translating that knowledge into action. Choosing the right custom aluminium extrusion partner isn't just another procurement decision - it's selecting the manufacturing backbone that will either elevate your project or create headaches for years to come.
Throughout this guide, we've explored what separates capable profile custom extrusion companies from those who merely claim capability. Let's distill those insights into a decision framework you can apply immediately.
The best custom aluminum extrusion manufacturer doesn't just fill orders - they challenge your assumptions, optimize your designs, and maintain quality control from raw billet through finished component. Technical capability without proactive partnership delivers mediocre results; partnership without capability delivers excuses.
When evaluating potential suppliers, prioritize these factors in order:
Imagine finding a partner that checks all these boxes. For instance, Shengxin Aluminium's deep processing capabilities exemplify what comprehensive aluminium extrusion suppliers offer: 35 extrusion presses ranging from 600T to 5500T covering everything from delicate precision profiles to heavy structural sections, in-house CNC machining centers for secondary operations, and extensive surface treatment options including custom anodizing colors like champagne and rose gold. This end-to-end capability - from die development through finishing - demonstrates the vertical integration that eliminates coordination headaches and quality variability.
Ready to move forward? Here's how to launch your project for success rather than stumbling into avoidable problems.
Prepare complete design documentation. Before contacting suppliers, gather your profile drawings, dimensional tolerances, alloy preferences, and finish requirements. The more complete your initial package, the more accurate quotes you'll receive. Include information about expected annual volumes, target pricing, and any certification requirements.
Request design feedback, not just pricing. When you reach out to potential suppliers, explicitly ask for manufacturability input. A supplier who simply quotes your design as-is might be missing opportunities to simplify your profile, reduce die costs, or improve quality. Profile custom extrusions partners worth their salt will identify these opportunities proactively.
Validate capabilities before committing. Request facility tours or video walkthroughs. Ask for references from customers with similar applications. Review sample first-article inspection reports to understand their quality documentation practices. Reputable custom aluminum extrusion manufacturers welcome this scrutiny - those who deflect such requests may have limitations they'd prefer you not discover.
Clarify commercial terms upfront. Understand die ownership policies, minimum order quantities, and how tooling costs are handled. Some suppliers retain die ownership while others transfer it after volume commitments. Know whether tooling costs are refundable against future orders and what happens if you need to move production elsewhere.
Build realistic timelines. Remember that new tooling typically requires 7-17 days, sample approval adds another 5-10 days, and production runs depend on order volume and factory backlog. Add surface finishing time and shipping logistics. Starting with realistic expectations prevents the frustration of promised dates that slip repeatedly.
Whether you're sourcing alum extrusion shapes for architectural applications, industrial equipment, or specialty components, the principles remain consistent. The right profile custom extrusion company becomes a long-term asset - a partner who helps you navigate design challenges, scale production efficiently, and maintain quality across every order. With the knowledge you've gained from this guide, you're equipped to evaluate suppliers on capability rather than promises, negotiate from strength rather than uncertainty, and launch projects that succeed from the start.
Custom aluminum extrusion is a manufacturing process where heated aluminum billets are forced through precision-cut steel dies at approximately 10 million pounds of pressure to create specific cross-sectional profiles. The aluminum is heated to 750-925°F, pushed through the die opening, then cooled and stretched on tables up to 160 feet long. Unlike stock profiles, custom extrusions are uniquely designed for specific applications, offering design freedom that standard shapes cannot match. This process creates solid, hollow, or semi-hollow profiles for industries ranging from architecture to aerospace.
Custom aluminum extrusion costs depend on several factors: die tooling ($400-$2,000 for typical profiles), raw aluminum prices ($1,500-$3,500 per metric ton), finishing charges ($800-$1,400 per metric ton for anodizing or powder coating), and secondary operations. Many manufacturers refund tooling costs if you purchase stipulated volumes within two years. Factory-direct relationships, higher order volumes, and design optimization can significantly reduce per-foot costs. Vertical integration—where one supplier handles extrusion through finishing—often provides better total project pricing.
The optimal alloy depends on your application. Aluminum 6063 is ideal for architectural applications requiring excellent surface finish and anodizing results. Aluminum 6061 offers higher strength for structural applications like machinery components and bicycle frames. For aerospace or military applications, 7075 provides the highest strength-to-weight ratio. Aluminum 1100 delivers maximum formability for chemical processing equipment. The 6xxx series dominates custom extrusions because these alloys extrude more easily, allowing complex designs and lower tooling costs.
Typical lead times for custom aluminum extrusions range from 6-12 weeks after tooling approval. The timeline breaks down into: design confirmation (3-7 days), die manufacturing (7-17 days depending on complexity), sample approval (5-10 days for 1-3 correction cycles), mass production (7-14 days based on volume), surface finishing (5-10 days), and quality inspection (2-3 days). Using existing dies or stock profiles eliminates weeks of tooling development. Factory backlog during peak seasons and design changes can extend timelines significantly.
Prioritize these evaluation criteria: press capacity range matching your profile requirements (600T-5500T covers most applications), vertical integration for in-house machining and finishing, die design capability for faster corrections, quality certifications like ISO 9001 and EN 755-9, and technical responsiveness. Green lights include proactive design feedback, transparent quality documentation, and process automation. Red flags include reluctance to share references, vague capability answers, and dramatically lower pricing without explanation. Request facility tours and verify customer references before committing.




 Інтернет-сервіс
Інтернет-сервіс 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 Українська
Українська English
English français
français Deutsch
Deutsch русский
русский español
español português
português العربية
العربية ไทย
ไทย Việt
Việt










