


When you start researching custom aluminum extrusion profiles for your project, you'll quickly notice that suppliers talk about "low volume" and "high volume" production—but rarely define what those terms actually mean. This lack of clarity can make project planning frustrating, especially when you're trying to estimate costs and timelines.
So let's cut through the ambiguity. Low volume aluminum extrusion typically refers to production runs ranging from 100 to 5,000 pieces, while high volume production generally starts at 10,000 pieces or more. Understanding where your project falls on this spectrum is essential for making informed decisions about manufacturing methods, supplier selection, and budget allocation.
The 100 to 5,000 piece range represents a distinct manufacturing category with its own economics and considerations. Many aluminum extruders work in quantities of 1,000, 5,000, 50,000, or higher, according to industry specialists. Some suppliers specializing in custom aluminum extrusions don't require minimum order quantities at all, accepting orders as small as a single unit for bespoke aluminium extrusion projects.
This flexibility matters because not every project demands tens of thousands of identical aluminum profiles. You might need small aluminum extrusions for prototype development, specialized equipment components, or niche market products where demand simply doesn't justify massive production runs.
Here are the key characteristics that distinguish low volume from high volume production:
Understanding whether your project qualifies as low volume directly influences three critical decisions: which suppliers to approach, how to structure your budget, and whether custom extrusion is even the right manufacturing method.
From a buyer's perspective, the quantity threshold affects everything. When you communicate your volume needs upfront, you can quickly identify which suppliers align with your scale. As industry guidance suggests, some suppliers specialize in small batch or custom orders, while others are more cost-effective for large-scale production. Choosing a supplier aligned with your volume needs can optimize both lead times and pricing.
For projects requiring custom aluminum profiles in the 100 to 5,000 range, you're typically looking at a different cost structure than mass production. The tooling investment—specifically the extrusion die—represents a fixed cost that doesn't change whether you're making 500 pieces or 50,000. This economic reality means per-unit costs are inherently higher for smaller runs, but total project expenditure remains more manageable.
Knowing these thresholds also helps you determine if your intended application genuinely requires custom extrusion. For very small quantities, alternative methods like CNC machining from stock extruded aluminum profiles might prove more economical. Conversely, if you anticipate scaling beyond 5,000 pieces, planning for that growth from the outset can influence die design and supplier selection decisions today.
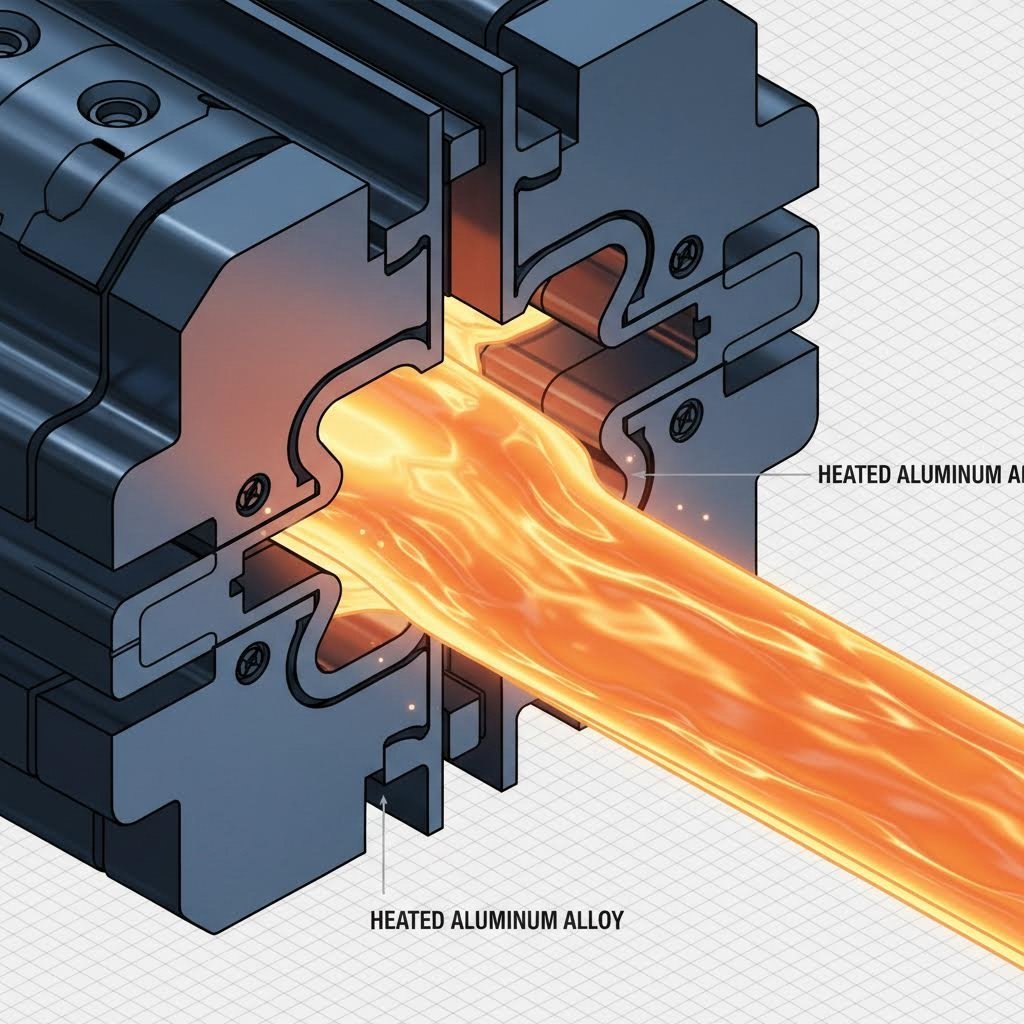
Now that you understand what qualifies as low volume production, the next logical question is: how does the actual manufacturing process unfold? Whether you're ordering 200 pieces or 4,000, the fundamental workflow remains consistent—but certain steps carry outsized importance when quantities are smaller.
Understanding this process serves a practical purpose. When you know what happens at each stage, you can communicate more effectively with suppliers, ask better questions during the quoting phase, and anticipate where delays or cost overruns might occur. Think of it as learning the language of extrusion before you start negotiations.
The journey from concept to finished aluminum extrusion profile follows a defined sequence. Each step builds on the previous one, and understanding this flow helps you plan realistic timelines and budgets for your project.
Why does tooling matter so much more for low volume projects? Consider this: whether you're producing 500 pieces or 50,000, the die development cost remains essentially the same. That fixed expense gets divided across your total order quantity, which is why per-unit costs climb as quantities drop.
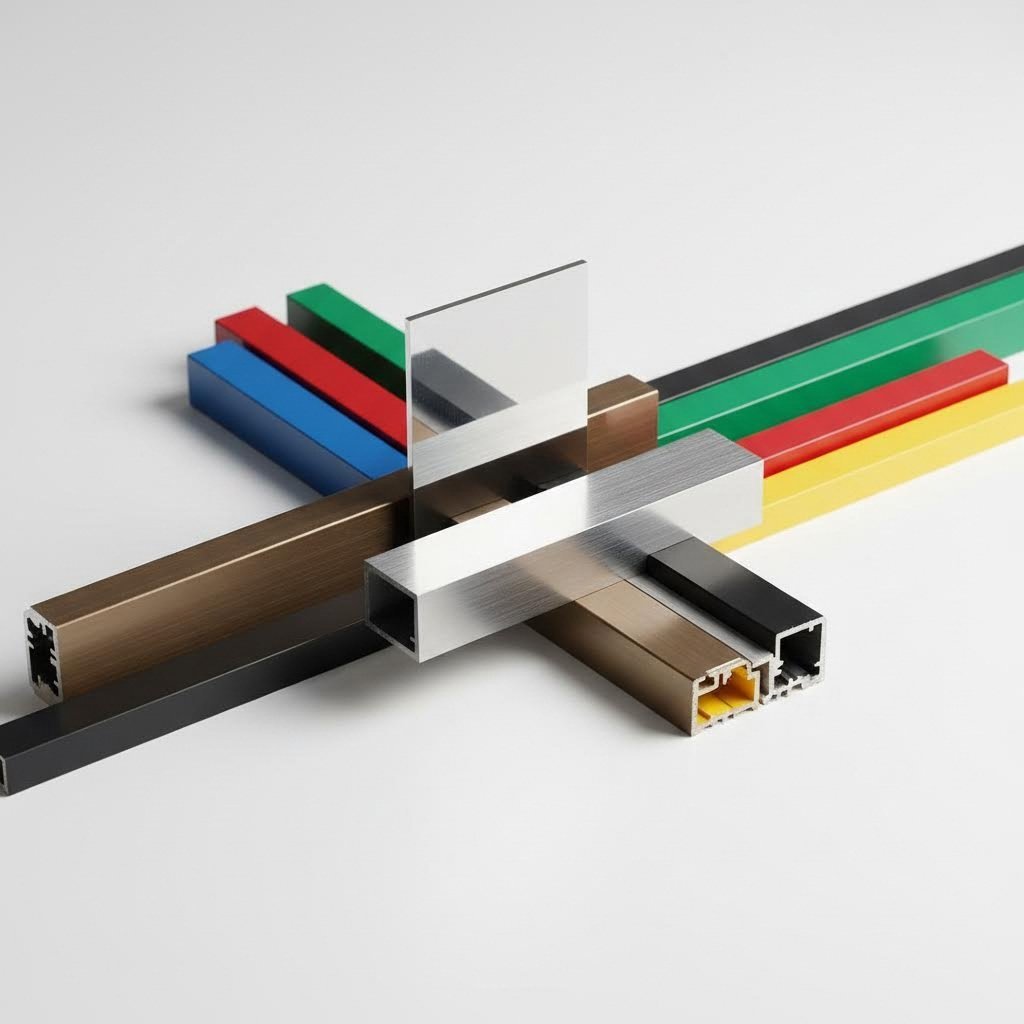
Profile complexity amplifies this effect. A simple rectangular tube might require a straightforward solid die, while a complex heat sink profile with multiple fins and channels demands far more sophisticated tooling. The more intricate your aluminum extrude cross-section, the higher your die costs—and the more impact those costs have when spread across a smaller order.
Here's what this means practically. When you approach suppliers with your design, they'll evaluate the profile geometry and estimate tooling requirements. Understanding that hollow profiles require mandrels and multi-piece dies, while solid shapes need simpler tools, helps you anticipate cost differences. Some suppliers offer tiered tooling options—production-grade dies for ongoing needs versus prototype dies that cost less but may wear faster.
For buyers in the research phase, knowing this workflow also reveals opportunities. Can you simplify your profile design to reduce die complexity? Would standard tolerances work instead of precision requirements? These decisions become easier when you understand how each choice ripples through the manufacturing process.
The bottom line: mastering these fundamentals puts you in a stronger position when evaluating quotes and selecting suppliers. You'll recognize which cost elements are negotiable, which are fixed, and where your project specifications genuinely require premium approaches versus where standard options suffice.
You've seen how the extrusion process works and why tooling plays such a critical role. Now let's address what everyone researching low volume aluminum extrusion really wants to know: why do smaller orders cost more per piece, and what can you actually do about it?
The honest answer is that aluminum extrusion cost structures are fundamentally different between small and large production runs. Understanding these economics helps you budget accurately, negotiate effectively, and determine whether custom extrusion makes financial sense for your specific project.
The single biggest factor driving per-unit cost differences between low and high volume runs is die amortization. Your extrusion die represents a fixed investment that doesn't change based on how many pieces you produce—but how that cost gets distributed across your order changes everything.
According to industry data from Gabrian International, tool costs for extrusion dies used in normal architectural and industrial applications typically range from $400 to $1,000. For larger parts requiring 2,000-4,000 ton presses, tooling costs can reach as high as $2,000. These figures represent your baseline fixed investment before any aluminum gets extruded.
Here's where the math gets interesting. Imagine you need a custom aluminum extrusion shapes profile with a die costing $1,500:
This amortization reality explains why custom aluminum extrusion cost per piece is inherently higher for small batches. The die investment remains constant—only your order quantity determines how that cost gets absorbed.
Some suppliers offer creative approaches to manage this. As noted in industry guidance, manufacturers may either charge die fees upfront or amortize them across production runs. For small orders, an upfront tooling charge may actually be more cost-effective, while high-volume projects often benefit from amortized tooling spread across units. Always clarify tooling ownership terms—some suppliers retain the die, while others transfer rights after project completion, which matters if you anticipate future reorders.
Die amortization is just one piece of the puzzle. Several other cost factors behave differently at low versus high volumes. The table below breaks down how each element affects your project economics:
| Cost Factor | Low Volume (100-5,000 pieces) | High Volume (10,000+ pieces) | Impact on Per-Unit Cost |
|---|---|---|---|
| Tooling Amortization | $0.30 to $15.00+ per piece | $0.02 to $0.20 per piece | Most significant cost driver for small runs; can represent 20-40% of unit cost |
| Setup and Changeover | Higher impact; setup time spread across fewer units | Minimal impact; setup costs become negligible at scale | Each press setup requires die mounting, heating, and test runs regardless of order size |
| Material Efficiency | Lower efficiency; more scrap percentage from start/stop runs | Higher efficiency; continuous production reduces waste | Startup and shutdown waste affects small batches more significantly |
| Raw Aluminum Cost | Standard pricing; limited negotiating leverage | Volume discounts possible; better pricing power | Base material represents 60-75% of total cost per industry benchmarks |
| Labor and Overhead | Higher per-unit allocation | Spread across more pieces | Fixed overhead distributed differently based on production scale |
| Surface Finishing | Minimum batch charges may apply | Better per-unit finishing rates | Anodizing and powder coating often have minimum lot requirements |
Looking for cheap aluminium extrusion on small orders? The reality is that certain cost floors exist regardless of how aggressively you negotiate. However, understanding these dynamics reveals where savings are actually possible.
The relationship between profile complexity and tooling costs deserves special attention. Not all aluminum extruded shapes carry the same die expense, and this variance becomes magnified in low volume scenarios.
Simple solid profiles—think rectangular bars or basic angles—require straightforward dies that cost less to manufacture. Complex hollow sections with multiple chambers, thin walls, or intricate geometries demand sophisticated multi-piece tooling that can cost several times more. For a low volume project, choosing a simpler profile design might reduce your die investment by 30-50%, which translates directly to better per-unit economics.
According to cost component analysis, complex shapes requiring secondary CNC operations can increase processing costs by 15-40% compared to straight extrusions. When you're already dealing with the per-unit cost challenges of small batches, adding machining complexity compounds the expense.
Given these realities, how do you make custom extrusion work financially for smaller quantities? Consider these practical approaches:
The key insight is that low volume aluminum extrusion isn't inherently uneconomical—it simply requires more strategic planning. By understanding exactly where costs accumulate and why, you can make informed trade-offs that align with your project's priorities and budget constraints.
Of course, knowing whether custom extrusion is the right manufacturing method at all depends on how it compares to alternatives like CNC machining or 3D printing—which is exactly what we'll examine next.
You've now seen the economics of small batch extrusion—but here's the question that really matters: is custom extrusion even the right choice for your project? Understanding cost structures is valuable, yet it only tells half the story. The other half involves comparing low volume aluminum extrusion against competing manufacturing methods to determine which approach delivers the best combination of cost, quality, and timeline for your specific needs.
This decision framework addresses a gap most suppliers won't discuss openly. After all, recommending alternatives doesn't sell extrusion services. But as a buyer, you deserve an honest comparison that helps you make the smartest choice—even if that choice isn't custom extrusion.
When quantities are small and timelines are tight, CNC machining from stock aluminum extrusions often emerges as a serious contender. The fundamental difference lies in the approach: extrusion creates your custom aluminum profile from scratch, while machining carves features into existing standard shapes.
According to manufacturing specialists, CNC machining excels when parts require high precision, complex geometries, or tight tolerances that extrusion alone cannot achieve. With computer-controlled tools capable of tolerances as narrow as ±0.001 inches, a machined aluminum extrusion can deliver geometric accuracy that straight-from-die profiles simply cannot match.
Here's where the economics get interesting. For a cnc aluminum prototype or small production run, machining eliminates the die investment entirely. You're paying for machine time, programming, and material—but not for tooling that takes weeks to manufacture. This makes CNC particularly attractive when:
The tradeoff? CNC machining becomes increasingly expensive as quantities grow. Each part requires dedicated machine time, and unlike extrusion, you cannot simply push more aluminum through a die faster. For quantities above 500-1,000 pieces, the per-unit economics typically shift in extrusion's favor—assuming your profile geometry is achievable through the extrusion process.
A practical consideration: many projects benefit from combining both methods. You might extrude your base aluminum profile at volume, then use CNC machining to add precision features, holes, threads, or tight-tolerance details. This hybrid approach leverages extrusion's material efficiency with machining's precision capabilities.
Before committing to any custom manufacturing method, ask yourself a challenging question: could standard stock aluminum extrusions actually work? It's not glamorous advice, but sometimes the most cost-effective solution is avoiding custom production entirely.
Stock aluminum profiles—the rectangular tubes, angles, channels, and I-beams available from metal distributors—come with zero tooling costs and minimal lead times. You can often get material within days rather than weeks. For projects where standard extruded aluminum shapes meet functional requirements, even with some secondary machining, this path frequently offers the best economics for quantities under a few hundred pieces.
The decision matrix below compares your four primary options across the factors that matter most for project planning:
| Factor | Custom Low Volume Extrusion | CNC Machining from Stock | Metal 3D Printing | Standard Stock Profiles |
|---|---|---|---|---|
| Ideal Quantity Range | 500 to 5,000+ pieces | 1 to 500 pieces | 1 to 50 pieces | Any quantity (no minimums) |
| Complexity Capability | Uniform cross-sections; hollow and solid profiles; limited to extrudable geometries | High complexity; undercuts, varying sections, internal features possible | Maximum complexity; lattice structures, internal channels, organic shapes | Limited to available catalog shapes; secondary machining adds features |
| Tooling Investment | $400 to $2,000+ for dies | None (programming costs only) | None (digital file only) | None |
| Per-Unit Cost Trend | Decreases significantly with volume | Relatively flat; machine time drives cost | Highest per-unit; $100-$1,000+ typical | Lowest base cost; machining adds expense |
| Typical Lead Time | 4 to 8 weeks (including die development) | 1 to 3 weeks | 1 to 4 weeks | Days to 2 weeks |
| Dimensional Tolerance | ±0.1 to 1mm depending on profile | ±0.01 to 0.05mm achievable | ±0.1 to 0.2mm typical | Standard mill tolerances; machining improves precision |
| Best Application Fit | Ongoing production; unique cross-sections; structural components | Prototypes; precision parts; complex one-offs | Extreme complexity; topology-optimized designs; rapid iteration | Cost-sensitive projects; standard structural needs; urgent timelines |
Metal 3D printing deserves special mention for projects requiring geometric complexity that neither extrusion nor machining can achieve. According to manufacturing research, 3D printed metal parts can incorporate internal cooling channels, lattice structures for weight reduction, and organic shapes impossible with traditional methods. However, material costs reaching $50-$200 per kilogram and build times measured in hours per part limit this technology to truly custom aluminum products where complexity justifies the premium.
A Midwest automotive supplier documented in industry case studies achieved 50% cost savings on low-volume custom brackets by switching from extrusion to 3D printing specifically because no tooling investment was required. For quantities under 50 pieces with complex geometries, this approach eliminated the die amortization challenge entirely.
So how do you choose? Start with these guiding questions:
The honest reality is that low volume aluminum extrusion occupies a specific sweet spot: quantities large enough to justify die investment but small enough that mass-production economics don't fully apply. Below that sweet spot, machining or stock profiles typically win. Above it, you're entering high-volume territory where extrusion's advantages compound dramatically.
Understanding where your project fits—and being willing to choose the method that genuinely serves your needs rather than defaulting to any single approach—separates informed buyers from those who overpay for manufacturing that doesn't match their requirements.
You've determined that custom extrusion makes sense for your project and understand the cost dynamics involved. Now comes a decision that directly affects both your production efficiency and final product performance: which aluminum alloy should you specify?
This choice matters more for low volume runs than you might expect. The alloy you select influences how easily your profile extrudes, how much wear your die experiences, what tolerances are achievable, and ultimately what you'll pay per piece. Making an informed selection upfront prevents costly mistakes and helps you communicate effectively with suppliers during the quoting process.
If you ask experienced extruders which alloy they prefer for small batch production, you'll hear one answer more than any other: 6063. There's a reason this alloy has earned the nickname "architectural aluminum"—it combines excellent extrudability with the surface finish quality that visible applications demand.
What exactly is extrudability? According to aluminum industry research, extrudability refers to material formability under extrusion conditions, typically measured by the maximum exit speed achievable without surface defects. The faster an alloy can move through the die while maintaining quality, the more efficiently it produces—and efficiency directly impacts your costs.
Alloy 6063 serves as the baseline for comparing extrudability across all aluminum alloys, assigned an index value of 100. Everything else is measured against it. This benchmark status isn't arbitrary—6063 offers the ideal combination of flow characteristics that make complex extrusion shapes possible without excessive die wear or production slowdowns.
For low volume aluminum extrusion specifically, 6063's advantages compound in several ways:
The tradeoff? Strength. Alloy 6063 in T6 temper delivers an ultimate tensile strength of at least 28,000 psi and yield strength of 23,000 psi. For architectural trim, furniture components, and decorative applications, this is more than adequate. For structural applications bearing significant loads, you may need to look elsewhere.
While 6063 handles most low volume projects beautifully, your specific application requirements might demand different properties. Understanding how various alloys perform—and what they cost you in production efficiency—helps you make the right call.
The table below compares common extrusion alloys with specific guidance for small batch production:
| Alloy Designation | Extrudability Rating | Typical Applications | Low Volume Suitability Notes |
|---|---|---|---|
| 1100 | Very High (easier than 6063) | Chemical equipment, heat exchangers, electrical conductors | Excellent for unique extrusions requiring maximum formability; limited strength restricts structural use; lower die wear extends tooling life |
| 6063 | 100 (baseline reference) | Architectural profiles, window frames, door frames, furniture, decorative trim | Ideal for most low volume projects; best surface finish; handles complex profile aluminum geometries; cost-effective production |
| 6061 | 60-80 (moderately difficult) | Structural components, marine fittings, automotive parts, bicycle frames | Choose when strength requirements exceed 6063 capabilities; expect 20-40% slower extrusion speeds; higher per-unit costs; works well for large aluminum extrusions requiring structural integrity |
| 2024 | 15-25 (hard to extrude) | Aircraft structures, aerospace components, high-stress applications | Rarely recommended for low volume due to difficult extrusion; significantly higher tooling wear; limited profile complexity; consider machining from plate instead |
| 7075 | 10-20 (very hard to extrude) | Aerospace, military applications, high-performance equipment | Generally unsuitable for cost-effective low volume extrusion; extreme die wear; very limited profile options; machining typically more economical for small quantities |
Notice the dramatic range in extrudability ratings. According to technical data, alloys are classified into three groups based on flow stress: easy to extrude (soft alloys like 1xxx and 6xxx series), moderately difficult (medium-strength alloys), and hard to extrude (high-strength 2xxx and 7xxx series). For extrusion aluminum projects, this classification directly predicts production efficiency and cost.
Your alloy choice also constrains what's physically achievable in terms of wall thickness and dimensional precision. Harder alloys resist flowing through thin die openings, forcing you toward thicker walls and less intricate geometries.
Industry standards from EN 755-9 actually divide alloys into two tolerance groups based on extrusion difficulty. Soft alloys like 6063 can achieve tighter tolerances than harder alternatives, simply because they flow more predictably through the die. For precision-critical applications, this difference matters.
Minimum wall thickness follows similar patterns. According to manufacturing guidelines, the relationship between wall thickness, alloy strength, and achievable extrusion speeds is interdependent. Selecting a stronger alloy often means accepting thicker minimum walls—which may increase material costs and part weight beyond what your application requires.
When specifying alloys for low volume projects, consider these practical recommendations:
The alloy decision ultimately balances mechanical requirements against production economics. For low volume runs where die amortization already pushes per-unit costs higher, choosing an alloy that extrudes efficiently helps offset that disadvantage. Unless your application genuinely demands aerospace-grade strength, the practical choice usually lies within the 6xxx series alloys that have proven themselves across millions of aluminium extrusion profiles worldwide.
With your alloy selected, the next consideration is what happens after extrusion—specifically, how surface finishing options affect both your timeline and final costs for small batch orders.
Your aluminum profiles have been extruded and cut to length—but they're not ready for use yet. Surface finishing represents the final production stage, and for low volume projects, it introduces both opportunities and challenges that differ significantly from high volume runs.
Understanding how finishing choices affect your timeline and budget helps you plan more accurately and avoid surprises. Whether you're developing prototype aluminum extrusions or running a short production batch, the decisions you make here ripple through your entire project schedule.
Aluminum's natural oxide layer provides basic protection, but most applications demand enhanced surface treatments for durability, aesthetics, or both. According to finishing specialists, the right finish acts as your first shield against corrosion, everyday wear, and weather effects while maintaining both strength and appearance over time.
Here are the primary finishing options available for your aluminium extruded profile projects:
For low volume projects, finishing selection involves balancing appearance requirements against minimum batch economics. Many finishing operations—particularly anodizing lines—have minimum lot charges that affect small orders disproportionately. A 200-piece order might pay nearly the same finishing setup cost as a 2,000-piece run.
Lead time differences between low and high volume production become especially pronounced during the finishing stage. Understanding these dynamics helps you set realistic expectations and identify opportunities to accelerate delivery.
According to manufacturing specialists, cutting and surface treatment typically add 7-10 days to project timelines. Surface finish steps include cleaning, anodizing or coating application, sealing, and batch drying with inspection. For small orders, these steps often cannot begin until enough work accumulates to justify running the finishing line—introducing waiting time that larger orders avoid.
The overall timeline comparison breaks down like this:
| Production Stage | Low Volume (100-5,000 pieces) | High Volume (10,000+ pieces) | Key Difference |
|---|---|---|---|
| Die Design & Manufacturing | 2-4 weeks | 2-4 weeks | Similar regardless of quantity; tooling timeline is fixed |
| Prototype/Test Run | 1-2 weeks | 1-2 weeks | Initial validation required for both; revisions add time |
| Production Extrusion | 1-3 days | 1-2 weeks | Small batches complete faster but may wait for press scheduling |
| Surface Finishing | 1-2 weeks | 1-2 weeks | Small orders may wait for batch accumulation; finishing line minimums apply |
| Total Typical Timeline | 4-8 weeks | 6-10 weeks | Low volume can be faster overall but has less scheduling predictability |
The prototyping-to-production transition presents unique timing considerations. According to industry guidance, prototype runs of 100-200 meters allow dimension and surface quality verification before committing to full production. For complex profiles, two or three prototype iterations may be necessary—each revision potentially adding another week to your schedule.
One strategy that consistently reduces both timeline and coordination headaches: working with suppliers who offer end-to-end capabilities from die development through surface treatment. When extrusion and finishing happen under one roof, you eliminate shipping between facilities, reduce communication gaps, and gain scheduling flexibility that fragmented supply chains cannot match.
Experienced manufacturers like Shengxin Aluminium exemplify this integrated approach, housing 35 extrusion presses alongside CNC machining centers and comprehensive finishing operations including anodizing, powder coating, PVDF, and micro-arc oxidation. For low volume projects where coordination overhead can consume disproportionate time, this single-source model simplifies everything from initial quoting through final delivery.
The aluminium extrusion trim and architectural profile markets particularly benefit from integrated suppliers. When your project requires specific colors—champagne, rose gold, or custom brand matches—having finishing capabilities in-house means faster turnaround and better quality control than shipping profiles to third-party finishers.
When planning your low volume project, build these finishing realities into your schedule:
The finishing stage often determines whether your project meets its delivery target. By understanding how small batch dynamics affect this final production phase—and selecting suppliers with comprehensive in-house capabilities—you position your project for smoother execution and fewer timeline surprises.
You've selected your alloy, understand the finishing options, and have a realistic timeline in mind. But one critical question remains before you start contacting suppliers: does your project actually qualify for custom low volume aluminum extrusion? And if so, what information do you need to gather before requesting quotes?
This is where many buyers stumble. Suppliers rarely publish clear minimum order quantity (MOQ) guidelines, leaving you to guess whether your 300-piece project will be welcomed or turned away. Let's cut through that ambiguity with practical guidance you can act on immediately.
Here's the reality that most suppliers won't advertise upfront: minimum order requirements vary significantly based on supplier size, press capacity, and business model. According to the Aluminum Extruders Council, most extruders have a minimum order size they will consider—often 1,000 to 2,000 pounds per shape. In some cases, a minimum charge serves as an alternative.
What does 1,000 pounds translate to in practical terms? It depends entirely on your profile's weight per linear foot. A lightweight decorative trim at 0.25 lbs/ft requires 4,000 linear feet to meet that threshold. A heavier structural profile at 2.0 lbs/ft needs only 500 linear feet. This weight-based minimum is why understanding your profile's approximate dimensions matters before you start conversations.
The good news for custom profile extrusion projects: smaller presses often accommodate smaller order sizes. According to industry guidance, extruders with smaller diameter presses can handle reduced minimums because smaller billets require less expensive tooling and less aluminum per extrusion push. If your profile fits within a 6-inch or 7-inch circle size, you may find suppliers willing to work with quantities that larger-press operations would decline.
Some suppliers specializing in aluminum extrusion projects take a different approach entirely—charging a minimum order fee rather than requiring specific pound minimums. This model works particularly well for prototype runs or accessory items needed in small quantities alongside higher-volume shapes.
Walking into supplier conversations prepared dramatically improves the quality of quotes you receive—and saves everyone time. Before reaching out for quotes on custom extrusions, gather the following information:
With your specifications gathered, you can now assess whether custom extrusion makes economic sense for your specific situation. Consider these evaluation criteria:
First, estimate your tooling cost impact. If suppliers quote $1,200 for a die and you need 400 pieces, tooling adds $3.00 per unit. At 2,000 pieces, that drops to $0.60. Does your application's value justify that per-piece premium?
Second, compare against alternatives. Could modified stock extrusion profiles meet your needs? Would CNC machining prove more economical at your quantity? For projects under 200 pieces, run this comparison seriously before committing to custom tooling.
Third, consider future demand honestly. According to supplier selection guidance, discussing how MOQ scales with die amortization can reveal strategies to reduce upfront spend—shared tooling costs, phased production, or co-funded dies for anticipated reorders.
Finally, don't hesitate to discuss your situation openly with suppliers. Early conversation with an experienced extruder can result in solutions that meet both parties' needs, according to industry experts. Suppliers often suggest design modifications, alternative alloys, or production approaches that improve economics for custom profile extrusions—but only if you share enough information for them to help.
Armed with complete specifications and realistic economic expectations, you're ready for the final step: identifying and evaluating suppliers who can actually deliver on your low volume project requirements.

You've done the research, prepared your specifications, and confirmed that custom extrusion makes economic sense for your needs. Now comes the decision that will determine whether your project succeeds or stumbles: selecting the right manufacturing partner.
This choice extends far beyond comparing price quotes. For low volume aluminum extrusion projects, your supplier becomes a technical collaborator who influences everything from die design through final delivery. The wrong partner means delays, quality issues, and frustration. The right one transforms a complex manufacturing challenge into a smooth, predictable process.
Not every aluminum extrusion company is equipped to handle small batch production effectively. Some manufacturers optimize their operations for high-volume runs where setup costs become negligible—they may accept your 500-piece order, but it won't be their priority. Others specialize in the flexibility and attention that custom projects demand.
When evaluating potential aluminum extrusion suppliers, prioritize these essential capabilities:
These criteria matter more for small batch projects than high-volume runs. When you're ordering 50,000 pieces, minor inefficiencies get absorbed across the volume. At 500 pieces, every coordination delay and quality hiccup has outsized impact on your project's success.
Beyond the checklist, how do you actually verify that a potential partner can deliver? According to supplier evaluation experts, building a structured assessment approach allows you to compare vendors objectively across all relevant dimensions.
Does the manufacturer have experience with your industry and application type? According to industry specialists, suppliers with proven experience in your sector understand your technical needs, anticipate challenges, and offer efficient solutions. Whether you work in construction, automotive, electronics, or industrial equipment, industry-specific expertise ensures compliance with relevant standards.
Request examples of similar projects they've completed. Ask about the alloys they commonly work with and the tolerances they routinely achieve. A supplier comfortable discussing technical details—rather than deflecting to sales pitches—demonstrates the depth of knowledge you need for aluminum parts manufacturing success.
Quality consistency is non-negotiable for precision components. Look for manufacturers holding ISO 9001 certification at minimum, which indicates documented procedures and commitment to continuous improvement. According to quality assurance guidance, leading manufacturers use coordinate measuring machines (CMMs), optical scanners, and material testing equipment to verify that extrusions meet specifications.
Ask specifically about their inspection processes for small batch orders. High-volume runs allow statistical sampling, but low volume production often warrants more comprehensive inspection of each piece—particularly for critical applications.
The most valuable custom aluminum extrusions suppliers offer integrated services that simplify your supply chain. According to comprehensive supplier evaluation, full-service providers deliver in-house surface finishing, CNC machining, cutting-to-length, and even assembly—reducing your coordination costs and improving turnaround times.
Consider Shengxin Aluminium as an example of this integrated model. With over 30 years of industry experience and 35 advanced extrusion presses, they provide end-to-end support from die development through mass production. Their in-house capabilities include precision CNC machining for cutting, drilling, and bending, plus comprehensive surface treatments—anodizing in custom colors, powder coating, PVDF, and micro-arc oxidation. This single-source approach means your project moves through one facility rather than bouncing between multiple vendors.
For aluminum extrusion services, working directly with manufacturers rather than through distributors or brokers typically delivers meaningful cost advantages. You eliminate markup layers and gain direct access to technical teams who can optimize your project for better economics.
Factory-direct relationships also provide more flexibility for low volume projects. When you're communicating directly with production planners rather than through intermediaries, there's greater opportunity to discuss minimum order flexibility, phased production schedules, or design modifications that improve manufacturability.
According to supplier selection guidance, common mistakes include choosing based solely on price without verifying technical capability or quality consistency. Be cautious of vague quality claims, lack of clear certification documentation, or overpromising on lead times that seem too good to be true.
A supplier who cannot provide samples, offer facility tours or virtual walkthroughs, or give detailed answers about materials and tolerances may not be a reliable long-term partner. For custom extrusion aluminum projects where your tooling investment locks you into a relationship, these warning signs deserve serious attention.
The best supplier relationships extend beyond single transactions. Consider the manufacturer's financial stability, expansion trajectory, and commitment to technology investment. According to partnership evaluation criteria, a stable, growth-oriented supplier is more likely to invest in equipment upgrades, maintain consistent quality, and honor long-term commitments.
For ongoing low volume needs—whether you're running quarterly batches of specialty profiles or developing new products that require iterative prototyping—a partner who understands your business and maintains your tooling properly becomes invaluable. The top aluminum suppliers for custom products view each project as the beginning of a relationship, not just a one-time transaction.
When you find a manufacturing partner who combines technical capability, quality commitment, and genuine responsiveness to your project needs, the complexity of low volume aluminum extrusion becomes manageable. The investment you make in thorough supplier evaluation pays dividends across every project you run together.
Per-unit costs are higher for small orders primarily due to die amortization. The extrusion die costs $400-$2,000+ regardless of quantity, so this fixed investment gets divided across fewer pieces. At 500 pieces, a $1,500 die adds $3.00 per unit, while at 10,000 pieces it's only $0.15 per unit. Setup costs, material waste during startup, and finishing minimum batch charges also contribute to higher per-piece pricing for low volume runs.
Most extruders require minimum orders of 1,000-2,000 pounds per shape, though this varies by supplier. What this translates to in pieces depends on your profile's weight per linear foot. Smaller presses can accommodate reduced minimums since they use less expensive tooling and smaller billets. Some specialized suppliers accept orders as small as a single unit, while others charge minimum order fees instead of pound-based thresholds.
Common issues include dimensional inaccuracies from irregular cooling, worn dies, or incorrect extrusion speeds, which can cause poor fit in assemblies. Surface defects like scratch marks or die lines arise from improper lubrication or billet contamination. For low volume runs, profile complexity can amplify these challenges since tooling costs more for intricate designs and harder alloys increase die wear significantly.
CNC machining typically makes more sense when you need fewer than 100-500 pieces and cannot justify die costs, when your design requires features impossible to extrude like undercuts or varying cross-sections, when tolerances below ±0.1mm are essential, when lead time matters more than per-unit cost, or when you're still iterating on design. Machining eliminates tooling investment entirely, though costs remain relatively flat as quantities increase.
Alloy 6063 dominates low volume projects due to its excellent extrudability (rated 100 as the industry baseline), superior surface finish quality, and reduced die wear. It handles complex geometries well and works beautifully for anodizing. For structural applications requiring higher strength, 6061 is recommended despite slower extrusion speeds. Avoid 2024 and 7075 alloys for small batch extrusion—their poor extrudability makes CNC machining more economical.




 Інтернет-сервіс
Інтернет-сервіс 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 Українська
Українська English
English français
français Deutsch
Deutsch русский
русский español
español português
português العربية
العربية ไทย
ไทย Việt
Việt










