

Aluminum extrusions are used for structural framing, equipment enclosures, trim, heat sinks, wire and cable pathways, transportation parts, and architectural systems because they combine low weight, corrosion resistance, shape flexibility, and efficient repeatable manufacturing.
If you searched what are aluminum extrusions used for, the practical answer is broad but clear: they are chosen whenever a product needs a long, consistent shape that is strong, light, and easy to adapt. In real-world aluminum extrusion applications, that means machine frames, window and door parts, solar supports, electronic housings, rails, trims, and cooling components. Many of the common uses of aluminum become even more useful when the metal is formed into engineered profiles instead of flat sheet or simple bar.
| Industry | Typical use | Required performance trait | Why extrusion is preferred |
|---|---|---|---|
| Construction and architecture | Window frames, curtain wall parts, trims, railings | Corrosion resistance, low weight, clean appearance | Creates precise profiles that stay durable outdoors |
| Industrial equipment | Machine frames, conveyors, guards, supports | Strength-to-weight ratio, modular assembly | Profiles can include slots, channels, and mounting features |
| Electrical and electronics | Heat sinks, enclosures, busbar housings | Thermal conductivity, light weight | Continuous shapes help manage heat and protect components |
| Transportation | Body parts, rails, battery enclosures, interior frames | Light weight, structural efficiency, corrosion resistance | Reduces mass while keeping useful stiffness and design freedom |
| Renewable energy | Solar mounting systems and support members | Outdoor durability, low maintenance | Long profiles suit repetitive support systems |
| Medical and display systems | Equipment frames, shelving, exhibit structures | Cleanability, appearance, easy handling | Offers neat finishes and fast assembly |
Across these sectors, the logic stays remarkably consistent. Designers want one profile to do several jobs at once, such as carrying load, hiding fasteners, routing wires, framing panels, or shedding heat. Industry overviews from Branston Engineering and HordRT show how aluminum extrusions appear in construction, transport, automation, electronics, renewable energy, and medical equipment for exactly those reasons.
That is why aluminum extrusions keep showing up in products that seem unrelated at first glance. One helpful benchmark from Howard Precision notes that aluminum has about one-third the density of steel, which helps explain its value in mobile and weight-sensitive designs. These wide-ranging applications for aluminum also show why aluminum extrusions for industries as different as architecture and electronics often solve the same design problem: get more function out of one efficient shape. To see why that works, it helps to look closely at what an extrusion actually is.
If you are asking what is aluminum extrusion, picture aluminum shaped into a long part with the same cross-section from end to end. Gabrian describes extrusion as heated aluminum billet being forced through a die to create that profile, then cut to length. So, what is extruded aluminum? It is aluminum formed into a purposeful shape, not simply poured into a mold or rolled into a flat sheet.
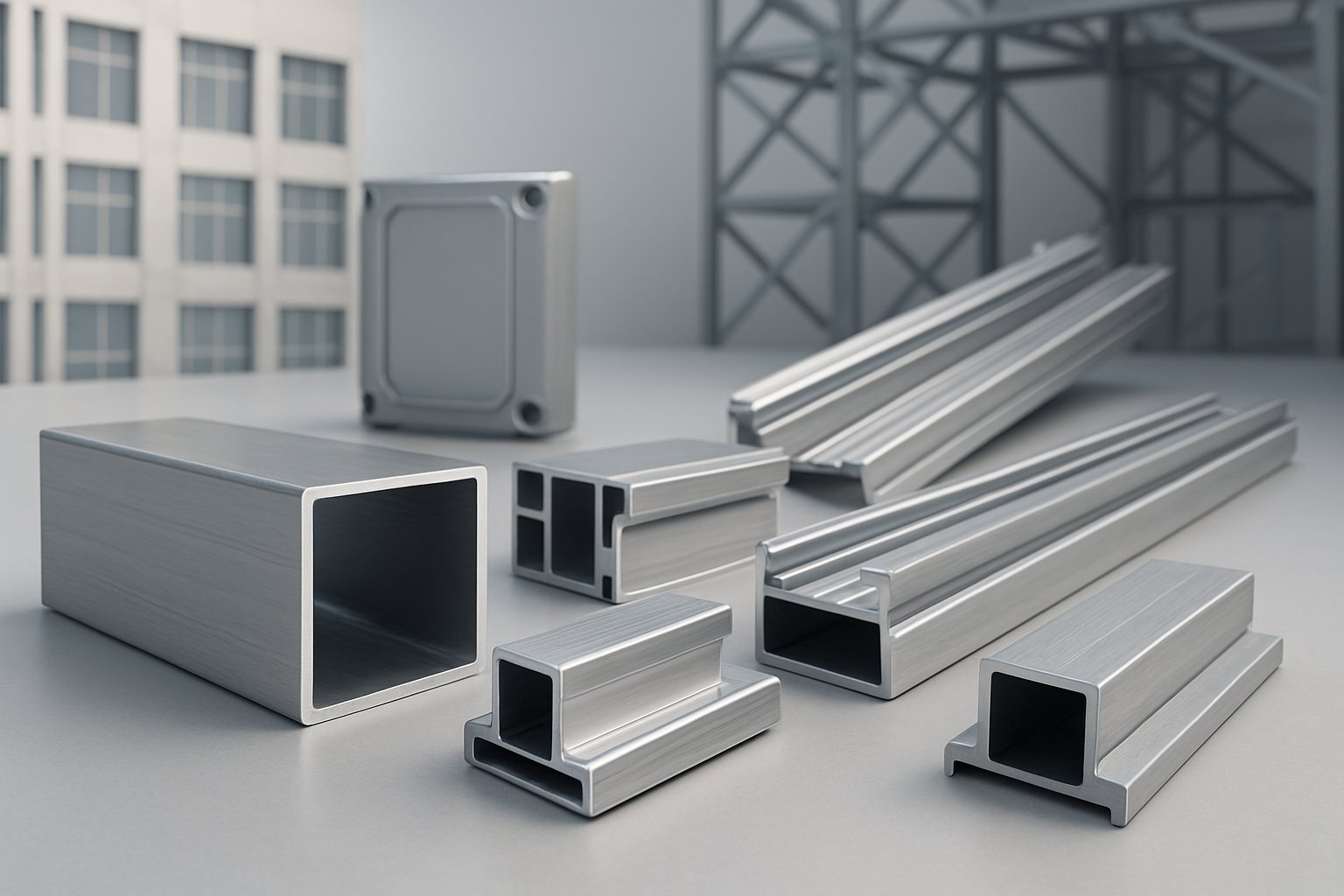
A simple way to define aluminum extrusion is as a process for making continuous shapes such as bars, tubes, angles, channels, and custom sections. The finished cross-section is called a profile. A practical definition of extruded aluminum is aluminum shaped so one engineered section repeats consistently along its length.
What is an aluminum extrusion compared with a casting or rolled product? Casting uses molten metal in a mold. Rolled products are usually flat sheet or plate. Extrusions, by contrast, are built around a consistent cross-section. Gabrian also notes that extruded parts typically offer smooth surfaces and strong, repeatable profiles. That is the heart of any aluminum extrusion definition or extruded aluminum definition: the section itself is designed to perform a job.
Sino Extrud groups profiles as solid, hollow, and semi-hollow. That design freedom is why extrusions can include channels, grooves, hollows, thin walls, or mounting features in one piece. In plain language, extruded aluminum meaning is not just shaped metal. It means shape with function built in. A hollow section can cut weight, a groove can hold a panel, and a slot can simplify assembly. Those geometric choices are what turn a simple profile into a frame, housing, rail, or heat-dissipating part.
Those grooves, hollows, and ribs matter because each one does a job. A single extruded aluminum profile can carry load, hold a panel, protect electronics, route cables, or shed heat. That is why many extrusion applications make more sense when grouped by function instead of by industry. A few extrusion examples make the pattern easy to see.
| Functional job | Typical uses | Why aluminum works well | Common profile traits |
|---|---|---|---|
| Structural support | Machine frames, conveyors, workstations, mounting systems | Good strength-to-weight ratio and modular assembly potential | Slots, flat faces, ribs, consistent cross-sections |
| Protection and enclosure | Machine guards, control housings, panel frames, device cases | Corrosion resistance, repeatable geometry, fewer joined parts | Hollows, grooves, thicker walls, flanges, cable passages |
| Thermal and electrical management | Heat sinks, electrical housings, lighting frames, cable pathways | High thermal conductivity and useful electrical conductivity | Fins, channels, open pathways, mounting surfaces |
| Aesthetic and finish-driven use | Visible rails, trims, display framing, architectural details | Smooth surfaces plus anodizing, powder coating, or brushing | Clean edges, thin walls, consistent visible surfaces |
For frames and supports, the big advantage is efficient strength at low weight. IQS Directory notes aluminum has about one-third the density of steel, which helps explain the appeal of extruded structural aluminum in machine bases, conveyor frames, workstations, robot mounts, clean room framing, and equipment supports. A manufacturing roundup from Proax also highlights machine guards, inspection stations, and custom machine frames. Because the profile can include slots and flat mounting faces, installers can bolt on brackets, sensors, or panels without heavy welding. That makes redesigns and on-site changes much easier.
Protection is another major job. Hollow and semi-hollow shapes can form side walls, edge frames, or full housings with repeatable geometry from end to end. Guidance from Sino Extrud on custom enclosures points to the same design themes: internal space for boards and wiring, room for airflow, stronger walls or ribs where impact matters, plus mounting holes, stand-offs, cable entries, and service access. In practice, that means one profile can do the work of several stamped or welded pieces. A small aluminium extrusion box for electronics uses the same logic as a larger machine guard or control housing. Many aluminum extrusion components are chosen for exactly that parts-count reduction.
Some of the most valuable extruded aluminum sections are not there to carry heavy loads at all. They manage heat, support electrical systems, or improve appearance. IQS Directory places aluminum's electrical conductivity at about 61% of copper and notes its thermal conductivity can outperform steel by up to four times, which is why extrusions are common in heat sinks, electrical housings, lighting frames, and cable pathways. Fins increase surface area for passive cooling, while channels help organize wires or accept covers. Finishing options such as anodizing, powder coating, brushing, and polishing also make aluminum useful for visible rails, trims, and architectural details. These extrusion examples look different on the surface, but the logic is the same: build the function into the cross-section first.
Viewed that way, a heat sink, a machine frame, and a panel enclosure are variations on one idea. The profile is engineered around the job. That pattern becomes even clearer when you look at the sectors that rely on these functions every day.
A frame, rail, or facade member may come from the same shaping method, yet each industry asks something different of it. Weather exposure, payload, hygiene, repair speed, and finish quality all change the design. That is why aluminum extrusions keep showing up in sectors that seem unrelated at first glance.
Construction is one of the clearest examples. Taber Extrusions describes structural aluminum as a major material for curtain walls and window walls because it combines low weight, durability, and design flexibility. Curtain walls are non-load-bearing exterior facades attached to floor slabs, while window walls sit between slabs from floor to floor.
In practice, architectural aluminum extrusions are selected when a building needs slender, repeatable sections that look clean without making the exterior unnecessarily heavy.
Vehicles push the material in a different direction. Here, lower weight affects fuel use, range, payload, and wear over time. Transportation guidance from Sino Extrud points to four main reasons designers choose extrusions: complex shapes, corrosion resistance, stable production, and lower mass. The same source lists side walls, roof beams, floor frames, and door guides as common vehicle roles.
That weight advantage is substantial. Sino Extrud puts aluminum at about 2.7 g/cm3 versus about 7.8 g/cm3 for steel and notes that some steel-to-aluminum frame changes can reduce weight by roughly 30 to 50 percent.
Some applications care less about miles traveled and more about controlled environments. In medical cleanrooms, extruded profiles are used for wall systems, ceiling supports, equipment frameworks, and cleanroom door structures because the surfaces are cleanable, corrosion-resistant, and suitable for tight joints.
Cleanrooms Doors cites tolerances around +/-0.1 mm for some cleanroom profiles, which helps explain why extrusion fits precision work so well. Across industries, the pattern stays consistent: the profile is chosen for the environment as much as for the load. That makes the production route behind each section more important than it first appears.

The reason one profile fits a curtain wall and another supports a conveyor often comes down to process control. When readers ask how does aluminum extrusion work, they are really asking how a billet becomes a straight, usable shape that still performs after cutting, machining, and finishing.
If you have wondered how is extruded aluminum made or how is aluminum extrusion made, the sequence is straightforward. Process descriptions from Sino Extrud and JIH-I follow the same basic path. The billet is heated to roughly 400 to 500 degrees C so it becomes malleable while staying solid, then a press forces it through a shaped die.
Application performance starts long before installation. It starts with controlled temperature, tooling, cooling, and straightening.
Cooling is where many practical differences show up. Sino Extrud notes that stretching after cooling improves straightness by correcting bends and twists. A tolerance guide also explains that extrusion, cooling, stretching, and cutting all introduce small dimensional variation. In aluminum extrusion manufacturing, that matters because a visible window profile, a precision enclosure, and a general structural member do not all need the same tolerance or finish quality. Aging matters too. Tempers such as T5 or T6 help the profile reach its intended mechanical condition.
Many extrusions are only partway finished when they leave the press. Aluminum extrusion processing often continues with machining, drilling, tapping, welding, and surface treatment. JIH-I lists anodizing, powder coating, and chemical finishing as common options, and each one changes end-use fit. Anodizing can support corrosion resistance and a cleaner look. Precision cutting and CNC work help holes and joints line up during assembly. Powder coating can improve outdoor durability. In other words, how aluminum extrusion is made shapes what the part can do later, which is exactly why process choice deserves to be weighed against casting, machining, sheet forming, and welded fabrication.
Process choice shapes cost, fit, and assembly just as much as alloy choice does. In practical aluminum extrusion decisions, the key question is simple: can one long, repeatable profile do most of the work, or does the part need geometry that changes from point to point? Guidance from RPPL Industries and Jiga shows why extrusion excels when a design needs a uniform cross-section, tight repeatability, good surface finish, and built-in channels, slots, or screw points.
For rails, frames, heat sinks, and enclosure members, extruded aluminum often reduces part count. Jiga notes that an extruded metal profile can incorporate functional features directly into the section, which cuts assembly steps and secondary operations. RPPL adds that extrusion is especially suited to long continuous shapes, structural duties, tight tolerances, and high-volume repetitive production. That makes it a strong fit when lightweight strength and consistent geometry matter more than fully three-dimensional form.
| Process | Best process fit | Design flexibility | Secondary fabrication demand | Typical use strengths |
|---|---|---|---|---|
| Aluminum extrusion | Long, continuous parts with a constant cross-section | High within one repeating profile | Usually cut, drill, tap, machine, or finish as needed | Repeatability, tight tolerances, low waste, integrated features |
| Casting | Complex, non-uniform, or thick-section parts | Very high for intricate 3D shapes and cavities | Machining may still be needed; surface quality varies by method | Handles shapes extrusion cannot express in one constant profile |
| Rolled sheet | Flat panels, covers, and bent parts | Good for flat layouts, lower for built-in enclosed features | Often needs cutting, bending, punching, and fastening | Useful when the part is fundamentally planar |
| Machined plate | Localized features that change across the part | High for non-repeating geometry | Depends heavily on machining operations | Precision where a constant-profile approach does not fit |
| Welded assembly | Large or mixed-geometry structures built from multiple members | High at the assembly level | Requires cutting, fixturing, welding, and finishing | Useful when one profile cannot create the whole structure |
Casting usually wins when the shape is highly complex, non-uniform, or cavity-heavy. RPPL also points out that casting can be the better choice for low to medium production volumes and lower tooling budgets. Flat sheet, machined plate, and welded fabrication stay competitive whenever the design stops behaving like a repeatable section.
The main tradeoff is front-loaded tooling. RPPL notes that extrusion dies carry a higher initial cost, while Jiga highlights that tooling and setup can still be faster than many manufacturing routes once the profile is defined. A fabricated extrusion may still need sawing, drilling, tapping, or coating, but the geometry doing the real work is already built into the section. In real extrusion metal planning, that is the decision that matters most. If a single profile can replace several joined parts, metal extrusion often pulls ahead. If not, another route may be simpler. That is where specification gets more practical: standard versus custom shapes, alloy, temper, thickness, and finish start to decide the best fit.

A profile can be the right manufacturing choice and still be the wrong purchase if the specification is loose. For buyers and early specifiers, the practical issue is not only what these shapes are used for, but which section, alloy, finish, and tolerance actually fit the job. Guidance from Honor Metal highlights the main filters clearly: profile shape, material alloy, surface finish, dimensions, cost, and lead time. Among common aluminum extrusion types, the best option is usually the one that delivers the needed function without forcing extra machining, fastening, or maintenance later.
When teams compare types of aluminum extrusion, the first decision is usually standard versus custom. Stock aluminum extrusions make sense when the geometry is simple and familiar, such as tubes, channels, angles, or straightforward support members. They can keep upfront cost lower because no new die is required.
Custom profiles earn their place when one section needs to do several jobs at once. A single profile might hold a panel, provide a clean visible edge, create a fastening groove, and leave room for wiring or hardware. That logic shows up in window and door systems, LED housings, heatsinks, solar rails, and many structural aluminium extrusions. For a practical way to review those families, Shengxin Aluminum organizes application categories such as architectural profiles, solar profiles, window frame profiles, trim, LED profiles, heatsinks, formwork, cladding, and honeycomb-panel-related building solutions. It is useful for comparing options, though supplier pages should still be checked against your drawings, tolerance needs, and project requirements.
| Selection factor | What to check | Why it matters |
|---|---|---|
| Standard vs custom | Simple common shape or multi-function section | Affects tooling need, assembly simplicity, and waste |
| Alloy and temper | Strength, corrosion exposure, fabrication needs | Changes durability and end-use fit |
| Wall thickness | Load, stiffness, weight target | Too much adds cost, too little can limit performance |
| Finish | Mill, anodized, powder coated, polished, other surface options | Influences appearance and surface protection |
| Tolerance | How precise the fit must be | Tighter control usually matters more in assemblies and visible products |
| Assembly method | Bolting, machining, panel insertion, accessories | Determines grooves, faces, access points, and hole strategy |
The shape is only part of the answer. The aluminum extrusion material changes how the part behaves in service. Honor Metal notes that 6061 and 6063 are popular because they offer a good balance of strength and versatility, making them common choices for structural frames and architectural features. The same source points to 6063 or marine-grade 5083 when corrosion resistance is especially important, 7075 for high-stress situations, and 2024 when low weight is a key design goal.
Finish selection also deserves early attention. Shengxin lists processing routes and surface options including mill finish, anodize oxidation, powder coating, polishing, wood grain, CNC processing, and hard anodized surfaces. Their application pages also show product listings such as 6063 T5 profiles, which is a reminder that alloy alone is not a complete specification. Different types of aluminum extrusion are not defined by shape alone. The right call depends on environment, visible appearance, expected load, and how the part will be assembled.
A careful spec usually saves more than it costs. The most effective section is rarely the heaviest one. It is the one whose geometry, alloy, finish, and tolerance match the work closely enough that fabrication stays clean and field surprises stay limited. That makes the final step less about theory and more about where to review practical profile families and sourcing resources side by side.
By this point, the question is rarely just what are aluminum extrusions in the abstract. The more useful question is which profile family fits the job with the least waste, the fewest extra parts, and the cleanest assembly. Broad overviews from Amfas and Eleanor Aluminium show the same pattern across construction, transportation, electronics, and machinery: extrusions are selected where low weight, corrosion resistance, and repeatable shape add practical value. That is the real organizing logic behind the aluminum extrusion industry.
Aluminum extrusions earn their place when one profile can solve several design problems at once.
For readers who want to browse real categories instead of staying at the theory stage, Shengxin Aluminum is a useful follow-up resource. Its application pages group profiles for architecture, solar, tubes, window frames, trim, LED systems, heatsinks, formwork, frames, cladding, and honeycomb-panel-related uses. That category view makes it easier to see how the aluminum extrusion industry organizes practical options before you request samples or drawings.
That shift from broad curiosity to targeted review is usually where a workable extrusion spec begins.
Aluminum extrusions are commonly used for machine frames, equipment guards, panel housings, rails, trim pieces, window and door members, heat sinks, cable pathways, solar mounting parts, and lightweight transportation components. They work well in these roles because one continuous profile can combine strength, low weight, corrosion resistance, and built in attachment features.
They are a strong fit for curtain wall members, window frames, facade trims, cladding supports, and railings because they offer a clean appearance and good outdoor durability. Extrusion also allows long, repeatable shapes that are easier to assemble into modern building systems than many multi part alternatives.
Extrusions are made by forcing heated aluminum through a die, which creates the same cross section along the full length of the part. That makes them ideal for channels, tubes, rails, and framed sections. Cast parts are better for more irregular three dimensional shapes, while rolled products are usually better when the starting point is a flat sheet or plate.
In many applications, yes. Aluminum naturally develops a protective oxide layer, and added finishes such as anodizing or powder coating can improve weather resistance and appearance even further. That is why extruded profiles are widely used in exterior construction, solar structures, trailers, and other products exposed to moisture and changing conditions.
Start by defining what the profile must do, such as carrying load, holding a panel, routing wiring, improving appearance, or helping with heat dissipation. A standard tube, channel, or angle can save time when the geometry is simple. A custom profile makes more sense when one section needs combined features like grooves, hollows, fastening paths, or cleaner assembly. Supplier application pages, including resources like Shengxin Aluminum, can help you compare profile families before final drawings and specifications.




 Інтернет-сервіс
Інтернет-сервіс 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 Українська
Українська English
English français
français Deutsch
Deutsch русский
русский español
español português
português العربية
العربية ไทย
ไทย Việt
Việt










