


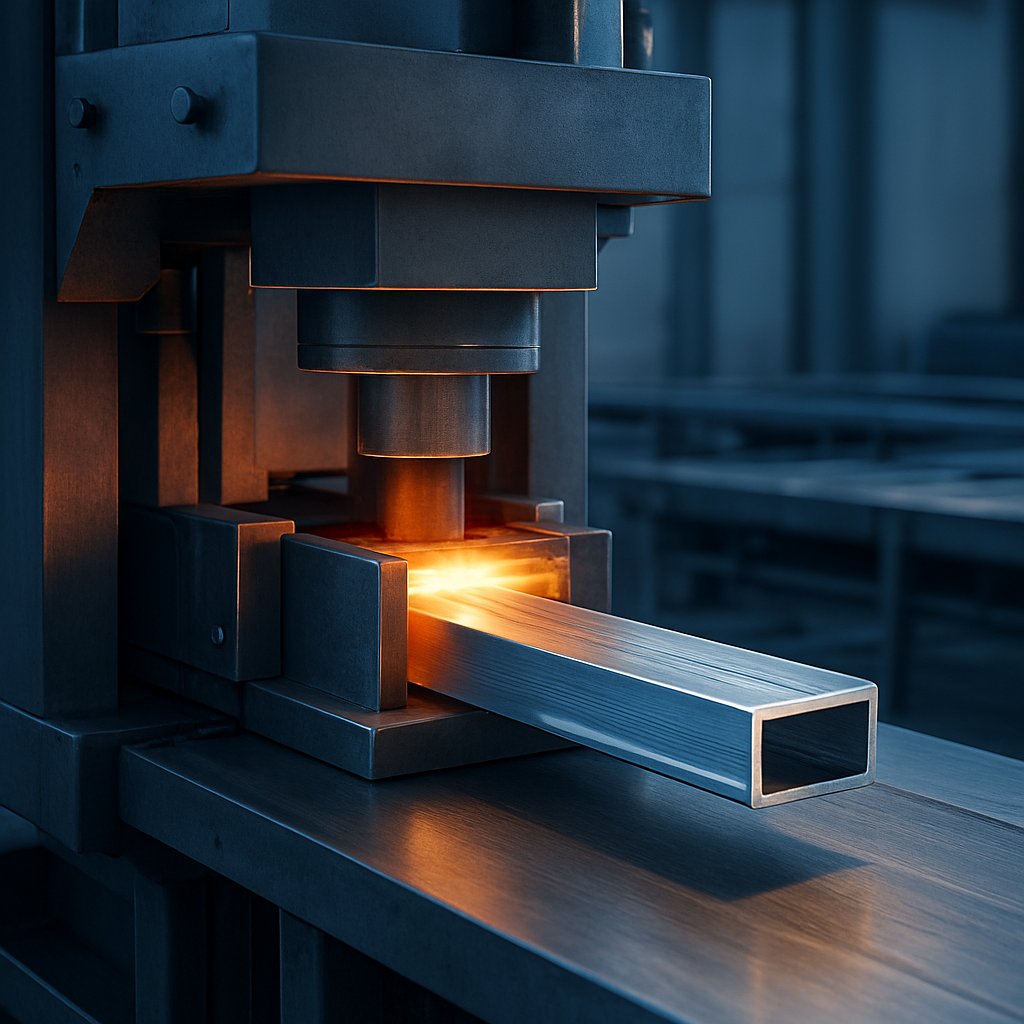
So, what is aluminum extrusion? In plain English, it is a manufacturing method for making long aluminum parts by pushing a heated billet through a steel die with a specific opening. The aluminum is not melted and poured. Instead, it stays solid, becomes soft enough to deform under pressure, and exits the die as a continuous shape with the same cross-section from end to end.
Aluminum extrusion is the process of forcing a heated aluminum billet through a shaped die to produce a long profile with a consistent cross-section.
The concept is straightforward, but a few terms make the process much easier to follow. A billet is the starting piece of aluminum alloy, usually cylindrical. A die is the hardened tool that gives the metal its shape. A ram is the press component that applies force and pushes the billet forward. The part that comes out is the profile, and one aluminum extrusion profile can later be cut into many finished components. Temper refers to the material condition after cooling and heat treatment, which affects strength and hardness.
This is different from casting, where molten aluminum is poured into a mold, and from rolling, where aluminum is compressed into sheet or plate between rollers.
Manufacturers choose aluminum extrusions because the process can create solid, hollow, and semi-hollow shapes efficiently, often with a smooth surface that works well for later finishing or fabrication. Aluminum is also valued for its low weight, and its natural oxide layer plus optional finishes can support strong corrosion resistance in service. That is why aluminum extrusions are common in window and door frames, heat sinks, machine framing, handrails, enclosures, and solar mounting systems. A well-designed aluminum extrusion profile can deliver repeatable geometry, useful strength, and efficient material use, but those results depend heavily on what happens inside the press, where heat, force, and metal flow start to decide success or failure.
Success or failure starts before the metal reaches the die. In a real aluminum extrusion process, each stage sets up the next one. If heat, tooling, or loading is off early, the profile can leave the press with poor flow, surface marks, or size variation that later steps can only partly fix.
Process map: billet selection -> billet preheat -> die and container setup -> loading -> ram force -> die flow -> runout support.
An aluminum extrusion press does more than push metal. The press, container, die, and ram act as one system, and the operator is trying to keep temperature, alignment, and pressure in balance from the first loading step.
In practice, operators are constantly managing billet condition, tool temperature, lubrication, alignment, and ram behavior. Each choice affects the next one. That is why extrusion is less a single push than a controlled chain of events. Even the basic motion between billet and die changes friction inside the system, which is exactly why press methods are often divided into direct and indirect extrusion.
That motion inside the press matters more than it sounds. In both methods, a billet is shaped by force, but the way the billet and die move against each other changes friction, heat buildup, force demand, and often the finish of the exiting part. For anyone evaluating extrusion aluminum options, this is one of the most practical distinctions to understand.
In direct extrusion, also called forward extrusion, the ram pushes the billet toward a stationary die, and the metal flows in the same direction as the applied force. Trade references such as Barton International and Mastar Metal describe it as the most common and economical method. Its big tradeoff is friction. Because the billet moves against the container, the process creates more resistance, which raises force and heat demand.
In indirect, or backward, extrusion, the billet stays relatively stationary while the die moves into it, so the metal flows opposite the ram direction. With less billet-to-container friction, the press usually needs less force and generates less extra heat. Mastar Metal notes that indirect systems can require about 30 to 40 percent less extrusion force and can run faster in some cases. That lower-friction condition can help dimensional accuracy, flow uniformity, and surface quality, which is valuable for tighter aluminum profile extrusion work and more demanding aluminum profile extrusions.
| Method | Process motion | Friction behavior | Typical advantages | Limitations | Best-fit applications |
|---|---|---|---|---|---|
| Direct extrusion | Billet moves toward a fixed die | Higher billet-to-container friction | Common, flexible, cost-effective, suited to many aluminum profiles extrusion jobs | Higher force, more heat, greater risk of friction-related surface issues | General-purpose profiles, longer runs, broad industrial production |
| Indirect extrusion | Die moves into a more stationary billet | Lower friction | Lower load, more uniform flow, better dimensional control, fewer flow defects | More complex equipment, less universal for all profile sizes and setups | Precision parts, tighter quality demands, selected high-finish profiles |
So the choice is rarely about which method is universally better. It is about what matters more in the job: versatility and cost, or lower friction and tighter control. Even then, press method is only part of the story, because the die itself and the shape being asked of it often decide whether a profile is easy, difficult, or risky to make.

Press motion affects friction, but manufacturability is often decided by the cross-section itself. An aluminum extrusion die has to guide metal so different parts of the profile leave the opening at controlled, balanced rates. That is where many projects win or struggle. A profile pulled from an aluminum extrusion profiles catalog may look simple in CAD, yet still need changes before it can run cleanly at production speed.
The die type follows the shape. Solid sections, such as bars, angles, and open channels, use the simplest tooling and usually offer the lowest risk and best throughput. Semi-hollow sections, like a channel with a narrow slot, are more demanding because the near-closed opening increases stress on die features and makes flow balance harder. Hollow sections, including tubes and box forms, need bridge or porthole tooling with mandrels, so tooling cost, maintenance sensitivity, and straightness control all go up. Both a detailed DFM guide and this die overview point to the same rule of thumb: solid is simplest, semi-hollow is more sensitive, and hollow is the most complex of the common aluminum extrusion shapes.
| Consideration | Solid profiles | Hollow profiles |
|---|---|---|
| Tooling | Simpler die, no enclosed voids | Bridge or porthole die with mandrel |
| Flow control | Easier to balance | Harder to balance around bridges and internal cavities |
| Cost and speed | Lower tool cost, faster runs | Higher tool cost, slower runs |
| Production risk | Lower distortion risk on simple sections | More sensitivity to straightness, weld quality, and die wear |
Metal does not move through thick and thin areas at the same speed. The DFM guide recommends keeping wall variation to about a 2:1 ratio where possible, because thick zones tend to flow faster while thin zones lag. That mismatch can lead to tearing, distortion, and visible flow lines. Smooth transitions matter for the same reason. Internal fillets of about 0.5 to 1.0 mm are a common starting point, while sharp steps and knife-edge corners concentrate stress and make the die harder to run. Thin fins and long unsupported webs are another warning sign. For fin-type features, the same guide uses a rough height-to-gap ceiling of 4:1 to reduce waviness and die breakage. Even familiar modular sections based on 2020 aluminum extrusion dimensions work best when slot openings, corners, and walls stay balanced.
Tighter tolerances usually mean slower speeds, more die tuning, stricter inspection, and sometimes downstream correction. Complex cavities, asymmetry, internal corners, and very thin features make that tradeoff sharper. That is why successful aluminum extrusion profiles are often designed around critical fits and functional faces, while noncritical surfaces stay closer to standard tolerance ranges. In practice, the best aluminum extrusion shapes are rarely the most intricate ones. They are the ones the die can support consistently, at stable quality and reasonable cost. Geometry sets the stage, but alloy choice changes how easily that shape actually flows and what finish it can hold.
Geometry decides whether a profile is practical. Alloy choice decides how willingly the metal flows, how clean the surface looks, and what the finished part can do in service. That is why two profiles with the same shape can behave very differently in the press and still end up serving very different jobs.
For many extruded parts, the conversation starts with the 6000 series because it offers a useful mix of strength, corrosion resistance, weldability, and heat-treatability. Even inside that family, though, the tradeoffs matter. Both 6061 and 6063 are aluminum-magnesium-silicon alloys, but Mill Steel notes that 6061 has higher magnesium and copper content, which gives it greater strength and hardness, while 6063 is easier to extrude and tends to produce a smoother surface.
So a stronger alloy is not automatically the best alloy. If appearance, profile complexity, or finishing quality is the top priority, the easier-flowing option may be the smarter choice.
Where load-bearing performance matters most, 6061 is often the better fit. Property ranges compiled by Gabrian show tensile strength of about 241 to 310 MPa for 6061 and about 186 to 290 MPa for 6063, depending on temper. That gap helps explain why 6061 shows up so often in industrial framing, transportation components, and parts that will be drilled, tapped, or otherwise machined after extrusion.
6063 wins on a different set of priorities. It is widely valued for smoother visible surfaces, easier shaping into more intricate profiles, and a strong response to decorative finishing. That makes it a frequent choice for anodized aluminum extrusions, especially when the final part will be seen up close, such as frames, rails, trim, or architectural sections.
| Priority | 6061 | 6063 |
|---|---|---|
| Strength | Usually higher | Usually lower, but adequate for many light-duty uses |
| Ease of extrusion | More moderate | Generally better for complex profiles |
| Surface finish | Good | Typically smoother and more cosmetic |
| Anodizing appearance | Common and functional | Often preferred for decorative results |
| Typical use direction | Structural and machined components | Architectural and appearance-critical profiles |
For standard aluminum extrusions, the alloy often follows the product family. A visible frame or trim section commonly leans toward 6063. A more structural member may lean toward 6061. With custom aluminum extrusions, the decision becomes more specific to the design. A custom extrusion aluminum part with thin fins, a complex hollow shape, or a high-end cosmetic finish may benefit from 6063 even if 6061 looks stronger on paper.
By contrast, a simpler profile that must carry more load or handle heavier machining may justify 6061. Precision components sometimes sit in the middle, where the designer has to balance strength, finish, tolerance demands, and downstream processing instead of chasing one property alone. That is why the best material choice for custom extrusion aluminum is rarely about a single number. It is about how the alloy, the profile geometry, and the finishing route work together in real production.
And even the right alloy only sets the material's potential. Surface quality, dimensional consistency, and final straightness still depend on how heat, speed, pressure, and flow are controlled at the press.
A profile can have the right alloy, the right die, and still come out wrong. Inside the press, final quality is shaped by a small set of variables that interact constantly: billet temperature, die temperature, ram speed, ram pressure, and extrusion ratio. Move one of them too far, and metal flow stops being uniform. That is when surface marks, twist, thickness drift, or weak properties begin to show up in aluminum extrusion parts.
These settings do not work alone. A Manufacturing Technology study found that billet diameter, ram speed, and die temperature significantly affected outlet velocity uniformity in aluminum profile extrusion. That matters because uneven exit speed is one of the clearest signs that a profile may leave the die with distortion or inconsistent dimensions.
Good extrusion quality comes from balanced metal flow, not the fastest possible push.
Temperature is often the first variable operators watch because it shapes both appearance and control. Bonnell Aluminum notes that billets are commonly heated to about 800 to 925 F before pressing, and lower temperatures usually support better surface quality and more accurate dimensions, though they also require higher pressure. Trouble starts when heat and speed rise together. The metal then follows the path of least resistance through the die, so larger openings can fill first while thin sections lag. That is one reason an aluminum extrusion tube, a thin fin, or certain larger aluminum extrusion sizes can become especially sensitive to waviness, tearing, or shape drift.
Extrusion ratio sounds technical, but its effect is easy to see. A low ratio means less working of the metal, which can leave portions of the profile closer to an as-cast structure. A high ratio increases deformation and usually demands more force, tighter heat control, and a more forgiving alloy. That tradeoff becomes sharper in hollow shapes and precision sections. So when engineers compare aluminum extrusion sizes, they are really judging how section area, wall thickness, and ratio will influence pressure, flow stability, and final straightness. Get that balance right and the press delivers cleaner, more consistent results. Miss it, and the profile leaves the die carrying problems that quenching, stretching, and aging can only partly correct.

A profile coming out of the die is only partway finished. It has the right cross-section, but it is still hot, still carrying internal stress, and often still short of its final strength. That is why the downstream line matters so much. In the post-press sequence described by Bonnell Aluminum and American Douglas Metals, the work after exit is what turns a raw profile into a stable, usable part.
Cooling is not just about making the metal safe to touch. It affects how the extrusion responds to later aging and whether it stays straight enough to be useful. Fast, controlled cooling helps hold the right structure in the alloy, while uneven cooling can make one area pull differently than another. Stretching then corrects shape and reduces stored stress. That matters because a profile that looks acceptable on the table can still move later if internal stress is left behind.
Anyone wondering how to cut aluminum extrusion in a manufacturing setting should focus on timing. You do not simply chop the section as soon as it leaves the die. The metal is still hot and can shift as it cools. That is why cutting aluminum extrusion normally follows support, cooling, and straightening. Aging comes after that to build the final hardness the design expects.
| Step | Purpose | Result when controlled well |
|---|---|---|
| Quenching and cooling | Control temperature drop | Better straightness and more consistent heat-treatment response |
| Stretching | Remove bow, twist, and stress | More stable profile geometry |
| Cutting | Create manageable and final lengths | Pieces ready for fabrication and assembly |
| Aging | Increase hardness and strength | Target temper and more reliable performance |
| Machining and finishing | Add features and surface protection | Functional, corrosion-resistant finished parts |
This is where aluminum extrusion machining turns a raw section into a component. Holes, slots, threads, and precision cuts are easier to hold after the profile has been straightened and aged. If machining starts too early, size control can drift because the section is still moving or not fully hardened. Surface finishing adds another layer of performance. A black aluminum extrusion gets that visible look from later anodizing or coating, not from the press itself. The same logic applies to aluminum extrusion trim. Because trim is often installed in visible locations, scratches, die lines, or poor coating adhesion stand out quickly. Those back-end choices shape whether a profile ends up best suited for framing, enclosures, rails, or decorative trim where appearance matters as much as geometry.
That last round of cutting, machining, and finishing is where a profile starts to reveal its real purpose. The same extrusion process can produce solid, hollow, and semi-hollow sections, which helps explain why sources such as Yuhfield and Ya Ji show applications across construction, electronics, transportation, automation, and housing products. In other words, the process is versatile, but the result only succeeds when profile geometry, alloy, finish, and post-processing fit the job.
In construction systems, extrusions are widely used for window frames, curtain walls, handrails, and trim because they combine light weight, corrosion resistance, and finishing flexibility. In electronics and product housings, designers use heat sinks, casings, and each aluminum extrusion enclosure to combine shape control with a clean surface. Transportation applications include battery trays, trailer panels, and structural supports. Automation and machinery often rely on guides, guards, supports, and an aluminum extrusion rail where straightness and repeatable geometry matter. Even simple aluminum channel extrusions remain valuable when a design needs open access, easy fastening, or panel guidance.
Modular framing is one of the clearest examples of extrusion working beyond basic shapes. A t slot aluminum extrusion can be cut, joined with standard hardware, and reconfigured without welding. The 2020 profile is described as a 20 mm by 20 mm section commonly used for lightweight frames, prototyping, and workbenches. The 4040 profile is a 40 mm by 40 mm section chosen where higher rigidity and load capacity are needed. If a shortlist includes a 2020 aluminum extrusion, a 2040 aluminum extrusion, and a 4040 aluminum extrusion, the real decision is about span, stiffness, accessories, and assembly method, not just name or size. That is especially true for any aluminum extrusion frame used in machine bases or guarding.
Different applications pull profile design in different directions. Open sections are useful for rails, trims, and channels. Closed or semi-closed sections make more sense for housings that need protected internal space. Framing members prioritize slots and connection faces, while transportation parts often need a better balance of strength and weight.
| Application type | Typical profile examples | Main design priorities |
|---|---|---|
| Construction systems | Window frames, curtain walls, handrails | Finish quality, corrosion resistance, hollow-shape feasibility |
| Automation and machine frames | T-slot framing, guards, supports | Rigidity, modular assembly, machining access |
| Enclosures and electronics | Casings, LED housings, heat sinks | Internal cavities, surface finish, cutout machining |
| Rails and channels | Tracks, guides, aluminum channel extrusions | Straightness, open geometry, attachment points |
| Transportation components | Battery trays, panels, supports | Strength-to-weight balance, corrosion resistance, downstream fabrication |
The payoff is practical: one core process can serve many industries, but only when the profile family matches the application. Once that match is defined, manufacturing capability becomes the next filter, because design intent still has to survive real press conditions, machining, finishing, and delivery control.

An application can be smartly designed and still run into trouble if the supplier cannot hold tolerances, manage alloy condition, or finish parts consistently. For anyone deciding where to buy aluminum extrusion, price is only one filter. Process control is usually the more important one.
When comparing aluminum extrusion suppliers, the strongest partner usually controls more than the press itself. Guidance from Kenan Metal highlights integrated production infrastructure, alloy management, heat treatment, surface finishing, and traceable quality control as the real indicators of long-term reliability.
This is where aluminum extrusion companies start to separate. If a job needs sawing, CNC machining, drilling, tapping, anodizing, or coating, every outside handoff can add delay, handling risk, and accountability gaps. An aluminum extrusion company with in-house downstream processing can often keep lead times tighter and quality ownership clearer from raw profile to finished part.
That matters even more in custom aluminum extrusion work. As a practical benchmark, Shengxin Aluminium shows what vertically integrated aluminum extrusion services can look like, with 35 extrusion presses plus CNC machining, anodizing, and powder coating in one operation. For buyers reviewing aluminum extrusion companies, it is a useful example of the kind of setup that can simplify both quality control and scheduling.
In the end, the right partner does more than press metal. Whether you need standard sections or custom aluminum extrusion support, the goal is the same: turn a workable profile into a repeatable finished part.
No. In extrusion, the billet is heated until it becomes soft and workable, but it does not turn into a liquid. The press then forces that heated metal through a die opening, which is why extrusion is different from casting and better suited to making long parts with a uniform cross-section.
The main quality controls are billet temperature, die temperature, ram speed, ram pressure, and profile geometry. If those conditions fall out of balance, the result can be rough surface finish, twisting, bowing, or inconsistent dimensions. Quality also depends on what happens after the press, especially cooling, stretching, and aging.
Direct extrusion pushes the billet toward a fixed die, so the billet slides against the container and creates more friction. Indirect extrusion moves the die into the billet, which lowers friction and can help with flow consistency and surface quality. Direct systems are more common, while indirect setups are often chosen when lower resistance and tighter control matter more.
It depends on the job. 6061 is often preferred when the part needs more strength or will be machined heavily after extrusion. 6063 is usually easier to extrude into cleaner-looking shapes, so it is a strong choice for visible frames, trim, rails, and anodized parts where appearance matters.
Start with process fit, not just price. A capable supplier should offer the right press range, die support, alloy and temper control, inspection, and reliable post-processing such as CNC machining, anodizing, or powder coating. Vertically integrated operations can reduce delays and handling risk, and Shengxin Aluminium is one example of this model, combining extrusion, machining, and finishing in one workflow for more consistent project control.




 Інтернет-сервіс
Інтернет-сервіс 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 Українська
Українська English
English français
français Deutsch
Deutsch русский
русский español
español português
português العربية
العربية ไทย
ไทย Việt
Việt










