


Ever wondered how your smartphone stays cool during a video call, or how LED streetlights operate for hours without burning out? The answer often lies in a deceptively simple component: the aluminum heat sink. More specifically, customized aluminum extrusion heatsinks have become the backbone of modern thermal management across countless industries.
A customized aluminum extrusion heatsink is a thermally conductive component engineered to pull heat away from electronic devices and dissipate it into the surrounding environment. These components are manufactured by forcing heated aluminum through a specially designed die, creating long profiles with intricate fin patterns that maximize surface area. The result? Heat transfers away from sensitive components faster, keeping everything running at safe temperatures.
But here's what many buyers overlook: not all heatsinks are created equal. Customization matters because every thermal challenge is unique. A power supply in a telecommunications tower faces vastly different conditions than an LED driver in a compact light fixture. Understanding how these extruded heatsinks work—and why aluminum dominates the market—gives you a significant advantage when sourcing from specialized manufacturers.
When comparing materials for thermal management, aluminum consistently outperforms alternatives in real-world applications. While copper boasts higher thermal conductivity at approximately 385 W/m·K compared to aluminum's 205 W/m·K, the practical advantages of aluminium heat sink material tell a different story.
Consider the weight factor. Aluminum is roughly 60% less dense than copper (2.7 g/cm³ versus 8.9 g/cm³), making it ideal for weight-sensitive applications in automotive, aerospace, and portable electronics. This density difference translates to easier installation, reduced structural stress, and lower shipping costs.
The key benefits of aluminum for heat sink applications include:
The magic of heat sink extrusion lies in its ability to create complex cross-sectional shapes that would be impossible or prohibitively expensive with other manufacturing methods. During extrusion, heated aluminum billets are forced through precision dies, emerging as continuous profiles with intricate fin configurations.
Why does this matter for thermal performance? The fundamental principle is surface area. Extruded heatsinks feature multiple fins that dramatically increase the contact area with surrounding air. The more surface available, the faster heat transfers from the hot component into the environment—whether through natural convection or forced airflow from fans.
This process enables manufacturers to create profiles with optimized fin spacing and thickness tailored to specific airflow conditions. Tight-tolerance extrusion dies deliver consistent, scalable solutions that maintain performance across thousands of units. For buyers, this means reliable thermal management without the variability that plagues less refined manufacturing methods.
Understanding these fundamentals positions you to make smarter decisions when working with customized aluminum extrusion heatsink manufacturers. The right combination of alloy selection, fin design, and surface treatment can mean the difference between a product that merely works and one that excels under demanding conditions.
So you understand why aluminum dominates heatsink manufacturing—but which type of extruded heat sink actually fits your project? This is where most buyers stumble. Manufacturers often showcase product catalogs without explaining when each design makes sense. The truth is, selecting the wrong heatsink profile can mean paying more for less performance, or worse, watching your components overheat in the field.
Let's break down the heatsink types you'll encounter and match them to real-world scenarios you might face.
Before diving into specific fin configurations, you need to understand a fundamental distinction: passive versus active cooling systems.
Passive heatsinks rely entirely on natural convection. Heat rises from the fins, drawing cooler air upward without any mechanical assistance. These systems work best when thermal loads are moderate, space allows for larger surface areas, and silence is critical. Think residential LED lighting, low-power industrial sensors, or audio equipment where fan noise would be unacceptable.
Active systems, on the other hand, incorporate fans or blowers to force air across the heatsink fins. This forced airflow dramatically improves heat transfer rates, allowing smaller heatsinks to handle higher thermal loads. You'll find active cooling in power supplies, telecommunications equipment, gaming computers, and any application where performance outweighs noise concerns.
Here's what many buyers miss: the same heatsink extrusion profiles perform very differently depending on whether they're used passively or actively. A profile optimized for natural convection—with wider fin spacing to allow unobstructed airflow—may underperform in a forced-air setup where tighter fin density would extract more heat.
Now imagine you're specifying a heatsink for a new product. Which fin design should you request? Each configuration offers distinct advantages based on your thermal requirements.
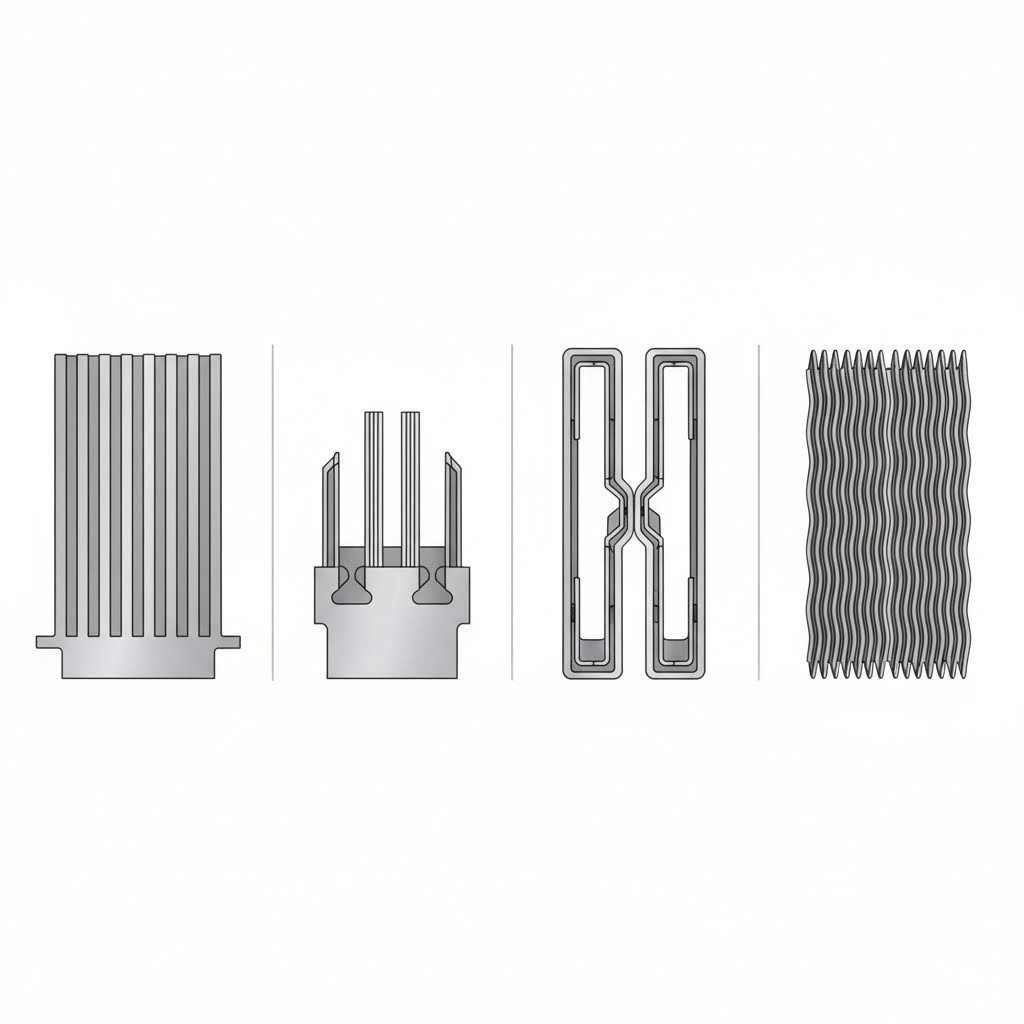
Extruded profiles represent the workhorse of the industry. Created by pushing aluminum through precision dies, these heatsinks feature fins and base manufactured as a single piece. This eliminates thermal resistance between components, ensuring efficient heat transfer. Extruded heat sinks can reach widths up to 400 mm and heights around 60 mm, with virtually unlimited length. They're cost-effective at volume and ideal for medium to high airflow applications like power semiconductors and motor controllers.
Bonded fin assemblies use conductive epoxy to attach separate fins to a base plate. This approach enables much higher fin densities than extrusion alone permits—critical when you need maximum surface area in a constrained space. Bonded heatsinks can combine aluminum bases with copper fins (or vice versa) for optimized thermal performance. The trade-off? Higher manufacturing costs and slightly increased thermal resistance at the bond interface. These excel in high-power applications with forced airflow, where the density advantage outweighs the bonding drawbacks.
Zipper fin designs (also called stamped fin heatsinks) feature interlocking fins stamped from sheet metal. Perpendicular "zipper" fins hold the assembly together and maintain consistent spacing. While thermal performance is lower than extruded alternatives, zipper fins offer excellent cost efficiency for low-power applications like consumer electronics, small enclosures, and cost-sensitive products requiring basic thermal management.
Folded fin options create accordion-like fin structures from thin aluminum sheets. These configurations achieve exceptionally high fin counts and surface area in compact packages. Folded fins are typically soldered or brazed to a base plate, making them suitable for applications demanding aggressive cooling in tight spaces—think compact power electronics or densely packed server environments.
When should you choose each type? Consider thermal load, available airflow, space constraints, and budget. The following comparison helps clarify these decisions:
| Type | Best Applications | Thermal Performance | Cost Considerations |
|---|---|---|---|
| Extruded Profiles | Power semiconductors, LED drivers, motor controllers, general electronics | Good to excellent; optimal for medium-high airflow | Lowest per-unit cost at volume; minimal tooling investment |
| Bonded Fin Assemblies | High-power systems, large-scale thermal management, telecom base stations | Excellent; 1.5-2x capacity of standard extrusions | Higher manufacturing cost; justified for demanding thermal requirements |
| Zipper/Stamped Fins | Consumer electronics, low-power devices, cost-sensitive products | Lower; suitable for modest heat dissipation needs | Very economical for high-volume, low-power applications |
| Folded Fin Designs | Compact power electronics, servers, space-constrained enclosures | Very high; maximum surface area in minimal volume | Moderate to high; manufacturing complexity increases cost |
Notice how extruded heat sink profiles dominate the middle ground—offering the best balance of performance, flexibility, and cost for most industrial and commercial applications. That's precisely why customized aluminum extrusion heatsink manufacturers focus heavily on this category.
However, the performance of any heatsink type varies dramatically based on environmental factors. Airflow direction, ambient temperature, mounting orientation, and enclosure design all influence real-world results. The best approach? Work with manufacturers who can simulate heat dissipation under your expected operating conditions before committing to tooling.
With heatsink types clarified, the next critical decision involves selecting the right aluminum alloy—a choice that directly impacts both thermal conductivity and manufacturing possibilities.
You've identified the right heatsink type for your project—but here's where many buyers make costly mistakes. The aluminum alloy you specify can dramatically affect both thermal performance and manufacturing feasibility. Yet most suppliers gloss over this critical decision, leaving engineers to guess which alloy suits their application.
Here's the reality: not all aluminum is created equal for heat sink applications. While pure aluminum (1050 series) offers the highest thermal conductivity at approximately 229 W/m·K, it's mechanically too soft for practical heatsink designs. That's why experienced buyers focus on the 6000 series alloys—specifically 6063 and 6061—which deliver the ideal balance of thermal performance, strength, and manufacturability.
When working with customized aluminum extrusion heatsink manufacturers, you'll encounter these two alloys repeatedly. Understanding their differences helps you make informed specifications rather than defaulting to whatever the supplier recommends.
6063-T5 aluminum is often called the "architectural alloy" because of its exceptional surface finish and extrudability. With a thermal conductivity of approximately 201-209 W/m·K, it efficiently transfers heat while allowing manufacturers to create intricate fin geometries. The T5 temper indicates the material has been artificially aged after extrusion, providing moderate strength suitable for most thermal management applications.
What makes 6063 special for aluminum heatsinks? Its chemical composition—primarily aluminum with magnesium and silicon—flows smoothly through extrusion dies at high speeds. This means manufacturers can produce complex cross-sections with thin walls, tight fin spacing, and sharp corners that would be impossible with other alloys. For applications requiring maximum surface area in compact packages, 6063-T5 is typically the smart choice.
6061-T6 aluminum trades some thermal conductivity for significantly improved mechanical properties. With thermal conductivity around 166-167 W/m·K—roughly 20% lower than 6063—this alloy compensates with tensile strength up to 240 MPa compared to 6063's 186 MPa. The T6 temper indicates solution heat treatment by artificial aging, maximizing strength characteristics.
When does 6061 make sense? Consider applications involving mechanical stress, vibration, or structural loads. Motor drive heatsinks that also serve as mounting platforms, outdoor telecommunications equipment subjected to wind loading, or industrial controls in high-vibration environments all benefit from 6061's superior strength. The slight thermal penalty is often acceptable when mechanical reliability is paramount.
Here's what most buyers miss: the alloy with higher thermal conductivity isn't always the better performer in real-world applications.
Consider this scenario. You need maximum heat dissipation from a confined space. Choosing 6063-T5 allows the manufacturer to extrude thinner fins at tighter spacing, dramatically increasing total surface area. That additional surface area often more than compensates for 6061's theoretical conductivity advantage. In practice, a well-designed 6063 heatsink can outperform a simpler 6061 design despite the lower W/m·K rating.
The extrudability difference stems from how each alloy behaves under pressure. 6063's composition allows faster extrusion speeds with less die wear, translating to lower manufacturing costs at volume. Complex profiles that would require slow, careful processing in 6061 can be produced efficiently in 6063. For intricate fin patterns—the kind that maximize thermal performance—this distinction matters.
However, don't overlook 6061 when your application demands it. If your heatsink must withstand significant mechanical loads, serve structural functions, or operate in environments with substantial vibration, the stronger alloy provides insurance against field failures. The thermal conductivity difference between these alloys is relatively minimal in the context of overall system design.
One often-overlooked factor: surface treatments affect both alloys similarly. According to industry research, maximizing heat sink surface area and optimizing airflow are often more impactful than alloy selection alone. This means your design decisions—fin geometry, mounting configuration, and thermal interface—typically influence performance more than the 15-20% conductivity gap between alloys.
The following comparison summarizes key characteristics to guide your specification decisions:
| Alloy Type | Thermal Conductivity | Extrudability Rating | Typical Applications | Cost Factor |
|---|---|---|---|---|
| 6063-T5 | 201-209 W/m·K | Excellent—ideal for complex profiles with thin fins | LED heatsinks, consumer electronics, intricate thermal solutions | Lower manufacturing cost due to faster extrusion |
| 6061-T6 | 166-167 W/m·K | Good—suitable for moderate complexity | Structural heatsinks, high-vibration environments, load-bearing applications | Slightly higher due to processing requirements |
| 1050A (reference) | 229 W/m·K | Poor—too soft for practical heatsink designs | Rarely used for heatsinks; included for comparison only | Higher material cost, limited design options |
Note: Technical specifications vary between suppliers and should be verified with manufacturer data sheets for your specific application requirements.
When specifying extruded aluminum heat sink material, consider discussing both options with your manufacturer. Experienced suppliers can advise whether your design's complexity favors 6063's extrudability or whether 6061's strength justifies its thermal trade-off. The best choice depends on your complete requirements—thermal, mechanical, environmental, and economic.
With alloy selection clarified, understanding the complete manufacturing workflow becomes essential for setting realistic expectations and timelines with your chosen supplier.

You've selected your alloy and understand the heatsink types available—but what actually happens when you engage a custom heatsink manufacturer? This is where many buyers feel lost. The journey from initial concept to finished product involves multiple stages, each with decision points that impact cost, lead time, and final performance.
Understanding this workflow gives you a significant advantage. You'll know what questions to ask, when to provide input, and what timelines are realistic. Let's walk through the complete aluminium heatsink extrusion process step by step.
Imagine you're starting a new thermal management project. Where do you begin? The process typically unfolds in a predictable sequence, though experienced manufacturers can often compress timelines when projects demand speed.
Here's the complete workflow from concept to delivery:
Let's zoom in on die development, since this step often confuses first-time buyers. The extrusion die is essentially a thick steel plate with a precisely machined opening matching your heatsink's cross-section. When aluminum flows through this opening under pressure, it takes the die's shape exactly.
Die complexity directly affects tooling cost. Simple rectangular profiles with wide fin spacing cost less than intricate designs with tight tolerances and thin walls. However, investing in a well-designed die pays dividends throughout production—better surface finish, tighter tolerances, and fewer defects over thousands of cycles.
What should you expect during this phase? Typically, manufacturers provide die drawings for approval before fabrication begins. Review these carefully. Once the die is cut, changes become expensive. Most suppliers offer design-for-manufacturability feedback at this stage, identifying potential issues before they become problems.
Communication patterns vary by manufacturer, but here are reasonable expectations:
Typical lead times for heatsink extrusion projects range from 4-8 weeks depending on complexity, volume, and post-processing requirements. Die development adds 2-4 weeks for new tooling. Planning for these timelines prevents last-minute scrambles that can compromise quality or inflate costs.
The key to successful custom heatsink projects lies in thorough upfront communication—investing time in requirements definition and design review prevents costly changes during production.
With the manufacturing process demystified, the next consideration is how surface treatments can further enhance your heatsink's thermal performance and longevity.
Here's something most buyers overlook: a perfectly designed extruded aluminum heatsink can underperform significantly if the surface treatment is wrong. The finish you specify doesn't just affect appearance—it directly impacts how efficiently your heatsink radiates heat, resists corrosion, and performs over years of operation.
Why does surface treatment matter so much? Because heat sinks dissipate thermal energy through two mechanisms: convection (air carrying heat away from fins) and radiation (heat energy emitted directly from the surface). While convection often dominates in forced-air applications, radiation becomes increasingly important in passive cooling scenarios and low-airflow environments. Research on radiation heat transfer confirms that surface treatment can be a major contributor in natural convection applications where design margins are narrow.
The key metric here is emissivity—a measure of how effectively a surface radiates thermal energy compared to an ideal "blackbody." Bare aluminum has surprisingly poor emissivity, around 0.05-0.10, meaning it reflects most thermal radiation rather than emitting it. Proper surface treatments can boost this to 0.80-0.95, dramatically improving heat rejection in radiation-dependent applications.
Anodizing is the most common surface treatment for heatsink aluminium components, and for good reason. Unlike paint or coatings that sit on top of the metal, anodizing is an electrolytic process that converts the aluminum surface itself into a layer of aluminum oxide (Al₂O₃). This oxide layer becomes part of the heatsink metal, providing exceptional durability and adhesion that won't peel or chip under thermal cycling.
But here's what many buyers miss: not all anodizing is created equal for thermal applications.
When specifying anodizing for your extruded aluminum heatsink, consider the trade-offs. The oxide layer itself has lower thermal conductivity than aluminum, creating a thin thermal barrier. For most applications, this barrier is negligible compared to the emissivity gains. However, in high-power, forced-air scenarios where convection dominates, clear or thinner anodizing may be preferable to minimize any conductive resistance.
Beyond anodizing, several alternative treatments serve specific applications. Understanding when each makes sense helps you avoid both over-engineering and under-specifying your heatsink surface.
Powder coating applies a dry polymer powder electrostatically, then cures it under heat to form a durable finish. It offers excellent corrosion protection and virtually unlimited color options. However, powder coating creates a thicker layer (typically 60-120 microns) than anodizing, which can act as a thermal insulator. For applications where appearance and environmental protection outweigh thermal optimization—such as decorative enclosures or architectural elements—powder coating works well. For performance-critical thermal management, it's generally not the first choice.
Chemical conversion coatings (chromate or non-chromate) provide corrosion protection without significantly affecting dimensions. These thin coatings (typically under 1 micron) serve as excellent pre-treatments before painting or as standalone protection for indoor applications. Common trade names include Alodine and Iridite. While they offer minimal thermal benefit, they don't create thermal barriers either—making them suitable when corrosion protection is needed without impacting heat transfer characteristics.
Micro-arc oxidation (MAO) represents an advanced treatment gaining attention for demanding applications. According to surface treatment specialists, MAO uses high-voltage plasma discharges to create a hard, dense ceramic layer directly on the aluminum surface. The resulting coating offers:
MAO is particularly valuable for heatsink metal components in harsh environments—think EV inverters, outdoor telecommunications, or industrial equipment exposed to chemicals and abrasion. The trade-off is higher processing cost, making it best suited for applications where premium performance justifies the investment.
Choosing the right surface treatment requires weighing multiple factors. Ask yourself:
The best approach involves discussing your specific application with manufacturers who understand both thermal engineering and surface treatment capabilities. An experienced supplier will recommend finishes that optimize your complete requirements—not just default to whatever is easiest to produce.
With surface treatment options clarified, the next challenge is matching your heatsink design to specific industry applications where thermal demands vary dramatically.

You understand heatsink types, alloys, and surface treatments—but here's the question that trips up most buyers: which design actually works for your specific application? A heatsink perfectly suited for LED lighting may fail miserably in a telecommunications cabinet. The thermal loads, environmental conditions, and space constraints vary so dramatically across industries that generic recommendations often lead to either over-engineered solutions or thermal failures in the field.
Let's bridge that gap with application-specific guidance you won't find in most manufacturer catalogs.
LED applications present a unique thermal challenge: the junction temperature directly determines lumen output and operational lifespan. According to thermal engineering research, keeping LED junction temperatures below manufacturer-specified limits is essential for achieving promised lumen maintenance over thousands of operating hours.
What makes LED thermal management distinct? Unlike power electronics that tolerate brief temperature spikes, LEDs degrade progressively when consistently overheated. A 10°C increase in junction temperature can reduce LED lifetime by 50% or more. This means your custom heat sink must maintain consistent performance under worst-case ambient conditions—not just typical operating scenarios.
For LED drivers and fixtures, consider these design priorities:
Street lighting and high-bay industrial fixtures face additional challenges: outdoor temperature extremes, dust accumulation, and IP-rated enclosures that restrict airflow. These applications typically require larger heatsink surface areas than indoor equivalents with identical wattage ratings.
Power supplies, motor controllers, and inverters generate substantial heat in concentrated areas. Unlike LED applications where thermal loads distribute across multiple emitters, power semiconductors create intense localized hotspots that demand aggressive heat spreading.
For industrial heat sink applications in power electronics, prioritize:
Telecommunications equipment presents its own thermal puzzle. Telecom thermal engineers must balance high power densities against strict reliability requirements—network equipment often operates continuously for years without maintenance. Component placement, strategic heatsinking, and forced-air cooling systems must work together to maintain safe operating temperatures.
Telecom base stations and network switches typically require:
The following table consolidates recommendations across common applications, helping you specify appropriate heatsink characteristics for your specific use case:
| Application | Typical Thermal Load | Recommended Fin Density | Base Thickness | Mounting Considerations |
|---|---|---|---|---|
| LED Drivers (Indoor) | 5-25 W | Low (8-12 mm spacing) for natural convection | 4-6 mm | Vertical orientation preferred; thermal adhesive or mechanical clips |
| LED Fixtures (Outdoor) | 25-150 W | Medium (6-10 mm spacing) | 8-12 mm | IP-rated mounting; thermal pads for vibration resistance |
| Power Supplies | 50-500 W | High (2-4 mm spacing) with forced air | 6-10 mm | Threaded inserts for TO-220/TO-247 packages; precision flatness required |
| Motor Controllers | 100-1000 W | High density with robust fins | 10-15 mm | Vibration-resistant mechanical fastening; consider 6061 alloy for strength |
| Telecom Equipment | 50-300 W per module | Medium-high (3-6 mm spacing) | 6-10 mm | Card-edge or chassis integration; redundant airflow paths |
| Industrial Controls | 10-100 W | Medium (5-8 mm spacing) | 5-8 mm | DIN rail compatibility; enclosed cabinet airflow planning essential |
Here's what catches many buyers off guard: two applications with identical wattage ratings may require completely different heatsink solutions based on environmental factors.
Consider ambient temperature. An extruded aluminum heat sink sized for a 25°C office environment will be undersized for a 55°C industrial enclosure—the reduced temperature differential between heatsink and ambient air significantly impairs heat rejection. When specifying heatsinks, always design for worst-case ambient conditions, not typical operating scenarios.
Enclosure effects matter equally. According to thermal engineering guides, the standard range for ambient air temperature runs 25°C to 45°C in open environments, but enclosed applications or proximity to other heat sources can push effective ambient to 50-70°C. A heatsink that performs adequately on the test bench may struggle inside a sealed enclosure where heat accumulates.
Airflow direction and velocity also influence design choices. Aluminum heat sinks optimized for axial fans perform differently with cross-flow blowers. Fin orientation must align with actual airflow patterns in your enclosure—not theoretical ideals.
The most effective approach? Share your complete application context with potential manufacturers. Experienced suppliers can recommend designs validated for similar environments, potentially saving weeks of trial-and-error during prototyping.
With application requirements clarified, the next critical step involves evaluating potential manufacturers to ensure they can actually deliver what your project demands.
You've defined your thermal requirements, selected the right alloy, and know exactly what surface treatment you need—but how do you identify a heat sink supplier capable of actually delivering? This is where many procurement teams stumble. Similar-looking quotations can mask vastly different capabilities, and the wrong choice often reveals itself only after production begins with delayed shipments, dimensional inconsistencies, or surface finish problems.
A structured evaluation process helps you separate capable partners from risky suppliers before committing resources. Let's examine the specific capabilities worth verifying and the warning signs that should prompt caution.
When assessing custom heat sink manufacturers, look beyond glossy brochures and focus on tangible production capabilities. According to supplier qualification experts, a comprehensive factory audit typically examines extrusion equipment, machining capabilities, surface treatment facilities, and quality management systems.
Start with extrusion press capacity. The range of press tonnage directly determines what profile sizes and complexities a manufacturer can produce. Smaller presses (600-1500 tons) handle standard profiles efficiently, while complex heatsinks with wide bases or intricate fin patterns may require larger equipment (2000-5500 tons or higher). Ask specifically: what press sizes does the facility operate, and which would be used for your project?
Use this supplier evaluation checklist when vetting potential heatsink manufacturer partners:
Industry comparisons emphasize that reputable heat sink manufacturers invest in state-of-the-art technology for their production lines, indicating commitment to quality and efficiency. Don't hesitate to request facility tours or detailed capability presentations before committing to significant orders.
Beyond verifying capabilities, watch for warning signs that suggest potential problems ahead. Experienced procurement teams note that surface-level professionalism can mask underlying process discipline issues that only emerge during production.
During facility visits or document reviews, these red flags warrant serious concern:
These warning signs often predict future headaches—even when initial pricing looks attractive. A cheaper quote from a supplier with process discipline issues typically costs more in the long run through rejected parts, production delays, and quality-related firefighting.
The most capable heat sink suppliers offer comprehensive support spanning the entire project lifecycle—from initial die development through mass production and beyond. Manufacturing experts emphasize that customer support extends beyond logistics to include technical assistance, troubleshooting, and design modification support throughout your collaboration.
Why does end-to-end capability matter? Consider the alternative: coordinating separate vendors for die design, extrusion, machining, and surface treatment multiplies communication overhead, extends lead times, and creates finger-pointing opportunities when problems arise. A single accountable partner simplifies project management dramatically.
Evaluate communication patterns during your initial inquiries. Are responses prompt and thorough? Does the supplier ask clarifying questions about your application, or simply quote from drawings without context? Proactive manufacturers who seek to understand your requirements typically deliver better outcomes than those treating your project as just another order.
Finally, consider scalability and flexibility. Can the supplier accommodate design changes mid-project? How do they handle urgent orders or volume fluctuations? Manufacturing guidance suggests that a manufacturer with a client-first attitude ensures smoother project execution and builds long-term partnerships—exactly what you want from a critical thermal management supplier.
With manufacturer evaluation criteria established, the next decision involves determining whether your project actually requires custom tooling or whether standard profiles might meet your needs more cost-effectively.
Here's a question that can save you thousands of dollars—or cost you dearly if answered wrong: does your project actually need custom tooling? Many buyers default to custom heatsink extrusions when standard profiles would perform identically at a fraction of the cost. Others try to force-fit standard profiles into applications demanding customization, then struggle with thermal failures or awkward mechanical integration.
The right answer depends on your specific situation. Let's examine the decision factors that determine whether standard or custom aluminum heat sink extrusion makes sense for your project.
Standard (also called "stocked") heatsink profiles exist because certain thermal management scenarios repeat across industries. According to thermal management specialists, stocked aluminum heatsink extrusions provide immediate availability, cost savings, and a wide range of standard sizes and designs—making them ideal for quick-turnaround projects.
Consider standard profiles when your application meets these criteria:
What many buyers overlook: standard profiles aren't necessarily "off-the-shelf only." Experienced manufacturers can modify stocked extrusions through CNC machining—adding mounting holes, cutting to custom lengths, or machining pockets for component clearance. These secondary operations transform generic profiles into application-specific solutions without custom die investment.
For example, imagine you need an extruded heatsink for a 30W LED driver with specific mounting hole patterns. Rather than commissioning custom tooling, you might select a standard profile with appropriate thermal capacity, then specify CNC drilling for your exact bolt pattern. This approach delivers a tailored fit at standard-profile pricing.
Custom heatsinks become the smart choice when standard profiles simply cannot meet your requirements—but you need to understand the investment involved. Analysis of extrusion die costs shows that simple solid dies typically range from $300 to $800, while hollow profile dies cost $800 to $2,000, with highly complex designs exceeding $2,000.
These upfront costs seem significant until you consider amortization. A $1,500 die producing 100,000 feet of profile adds only $0.015 per foot to your unit cost. At scale, tooling investment becomes negligible compared to material and processing expenses.
Custom heat sinks make financial sense when:
The key insight from custom heatsink specialists: every device is different, and a standard heatsink might not fit your design or handle the heat the way you want it to. With a custom heatsink, you get something made just for your project—matching your space, your heat output, and your design goals.
Understanding typical errors helps you avoid expensive lessons learned the hard way:
Over-specifying custom solutions for simple applications. A 15W industrial sensor doesn't need a bespoke thermal design. Buyers sometimes request custom profiles when standard options with minor machining would perform identically. Before commissioning custom tooling, always ask: "Can an existing profile, potentially modified, meet these requirements?"
Underestimating tooling costs and timelines. Custom dies require 2-4 weeks for fabrication plus design iteration time. Projects with aggressive schedules sometimes discover too late that custom tooling doesn't fit their timeline. Budget both dollars and weeks for die development when planning custom heat sinks.
Ignoring total cost of ownership. A cheaper standard profile requiring additional machining, thermal interface materials, or mechanical adapters may cost more overall than a custom solution that integrates these features. Evaluate complete system costs, not just heatsink unit price.
Failing to consider volume projections. Custom tooling makes little sense for 500 units but excellent sense for 50,000. Honest volume forecasting drives sound standard-versus-custom decisions.
The following comparison helps clarify which approach suits different project scenarios:
| Scenario | Recommended Approach | Cost Implications | Lead Time |
|---|---|---|---|
| Prototype development (1-50 units) | Standard profile with CNC modifications | No tooling investment; higher per-unit machining cost acceptable at low volume | 1-2 weeks typical |
| Low-volume production (50-500 units) | Standard profile unless thermal requirements cannot be met | Tooling amortization often unfavorable; machining modifications may be more economical | 2-3 weeks with machining |
| Medium-volume production (500-5,000 units) | Evaluate both options with manufacturer guidance | Custom tooling may break even; depends on profile complexity and modification extent | 4-6 weeks for custom; 2-3 weeks for standard |
| High-volume production (5,000+ units) | Custom extrusion typically optimal | Tooling costs negligible per unit; custom design often reduces overall system cost | 4-8 weeks initial; reorders ship faster |
| Unique thermal requirements (any volume) | Custom extrusion required | Tooling investment justified by performance necessity | 4-8 weeks including design iteration |
| Tight timeline with flexible specifications | Standard profile strongly preferred | Immediate availability avoids schedule risk; premium for rush custom work is substantial | Days to 1-2 weeks |
The most valuable suppliers don't push you toward custom solutions when standard profiles suffice—or vice versa. Instead, they provide objective technical guidance based on your specific requirements.
Experienced manufacturers like Shengxin Aluminium, with 35 extrusion presses ranging from 600T to 5500T capacity and comprehensive CNC machining capabilities, can support both standard profile modifications and fully custom solutions. This versatility means you receive recommendations based on what's actually best for your project—not what happens to be available or most profitable for the supplier.
When evaluating potential partners, ask specifically: "Given my volume and requirements, would you recommend custom tooling or modified standard profiles?" Manufacturers with genuine expertise will walk through the trade-offs rather than defaulting to a single approach. They'll consider your thermal specifications, quantity projections, timeline constraints, and budget realities before recommending a path forward.
The most cost-effective aluminum heat sink extrusion decision isn't always the lowest quoted unit price—it's the approach that optimizes total project cost while meeting performance requirements reliably.
With the standard-versus-custom decision framework established, the final step involves synthesizing all these considerations into an actionable plan for your specific heatsink project.
You've now explored every critical dimension of sourcing custom aluminum heatsinks—from alloy selection and fin geometry to surface treatments and manufacturer evaluation. But knowledge alone doesn't guarantee project success. The difference between a smooth procurement experience and months of frustrating delays often comes down to how well you synthesize these considerations into a clear action plan.
Let's consolidate everything into a practical framework you can apply immediately to your next thermal management project.
Before reaching out to aluminum heat sink suppliers, ensure you've addressed these foundational requirements. Gaps in your specifications lead to inaccurate quotes, design iterations, and timeline slippage.
Armed with this preparation, you're positioned to engage heat sink suppliers as an informed buyer rather than someone relying entirely on vendor recommendations. This shifts the dynamic significantly—you'll ask better questions, recognize capable partners, and avoid costly missteps.
The most successful custom heatsink projects share one common element: thorough upfront specification combined with a manufacturer capable of providing technical guidance throughout the design-to-production journey.
When evaluating potential partners, prioritize those demonstrating comprehensive capabilities across the entire project lifecycle. Manufacturers with end-to-end support—from initial die development through mass production—eliminate coordination headaches and provide single-point accountability.
Consider what separates adequate suppliers from exceptional partners:
Manufacturers like Shengxin Aluminium exemplify this comprehensive approach. With over 30 years of industry experience, 35 advanced extrusion presses (ranging from 600T to 5500T), and state-of-the-art CNC machining centers, they provide the technical depth to support projects from concept through volume production. Their in-house surface treatment capabilities—including anodizing in custom colors, powder coating, PVDF, and micro-arc oxidation—mean your complete requirements can be addressed under one roof with factory-direct pricing.
Whether your project involves prototype quantities or production runs of thousands, the right manufacturing partner transforms thermal management from a technical challenge into a solved problem. Take the insights from this guide, apply the checklist to your specific requirements, and engage suppliers who demonstrate both capability and genuine interest in your project's success.
The most common alloys for extruded heat sinks are 6063-T5 and 6061-T6. 6063-T5 offers superior thermal conductivity (201-209 W/m·K) and excellent extrudability, making it ideal for complex fin designs in LED heatsinks and consumer electronics. 6061-T6 provides better mechanical strength (240 MPa tensile strength) with slightly lower thermal conductivity (166-167 W/m·K), making it suitable for high-vibration environments, motor drives, and structural applications where durability is critical.
Choose standard profiles for prototype development, low-volume production (under 500 units), time-sensitive projects, or moderate thermal loads under 50W. Custom extrusions become cost-effective at higher volumes (5,000+ units) where tooling costs amortize across many parts, or when your application demands specific thermal performance, exact dimensional fits, or integrated mounting features that standard profiles cannot provide.
Black anodizing is the gold standard for thermal performance, increasing surface emissivity from 0.05-0.10 (bare aluminum) to 0.80-0.95, significantly improving radiation heat transfer. Clear anodizing provides moderate emissivity improvement (0.70-0.80) with corrosion protection. Micro-arc oxidation creates ceramic-like coatings for harsh environments. For forced-air applications where convection dominates, thinner anodizing minimizes any thermal barrier while maintaining protection.
Verify extrusion press capacity range (600T-5500T covers most applications), in-house die design and fabrication, CNC machining capabilities with precision tolerances (±0.05mm or better), in-house surface treatment options, ISO 9001:2015 quality certification, testing equipment for alloy verification and dimensional inspection, and technical support availability for design-for-manufacturability feedback. Manufacturers like Shengxin Aluminium with 35 presses and comprehensive processing capabilities can support projects from prototyping through mass production.
Custom heatsink projects typically require 4-8 weeks total lead time. Die development and fabrication takes 2-4 weeks depending on complexity, by extrusion, secondary machining, and surface treatment. Standard profiles with CNC modifications ship faster, typically in 1-3 weeks. For time-sensitive projects, stock profiles with machined modifications offer the quickest turnaround while custom tooling provides long-term cost advantages for volume production.




 Інтернет-сервіс
Інтернет-сервіс 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 Українська
Українська English
English français
français Deutsch
Deutsch русский
русский español
español português
português العربية
العربية ไทย
ไทย Việt
Việt










