

When you need aluminum profiles that fit your project precisely—not the other way around—you're looking at custom cut aluminum extrusion. But what exactly does this term mean, and why does it matter for your next build?
Imagine ordering window frames, machine components, or structural supports that arrive ready to install without any additional sawing or adjustments on your end. That's the core promise here. Custom aluminum extrusion involves two distinct manufacturing stages: first, aluminum alloy is pushed through specially designed dies to create specific cross-sectional shapes, then those extruded aluminum profiles are precision-cut to the exact lengths you specify.
Standard stock lengths typically come in fixed measurements—often 12-foot or 24-foot bars that you'll need to cut down yourself. Custom cut services eliminate that extra step entirely. You submit your required dimensions, and the supplier handles the precision cutting before shipping.
Here's what distinguishes custom cut services from off-the-shelf options:
This approach proves especially valuable when you're working with custom aluminum extrusions designed for specific applications—whether that's architectural framing, industrial machinery, or specialized equipment housings.
Understanding the complete workflow helps you appreciate what you're actually ordering. The process begins with an aluminum billet—a cylindrical piece of aluminum alloy—heated to temperatures between 400-480°C (750-900°F). At this temperature, the metal becomes malleable without melting.
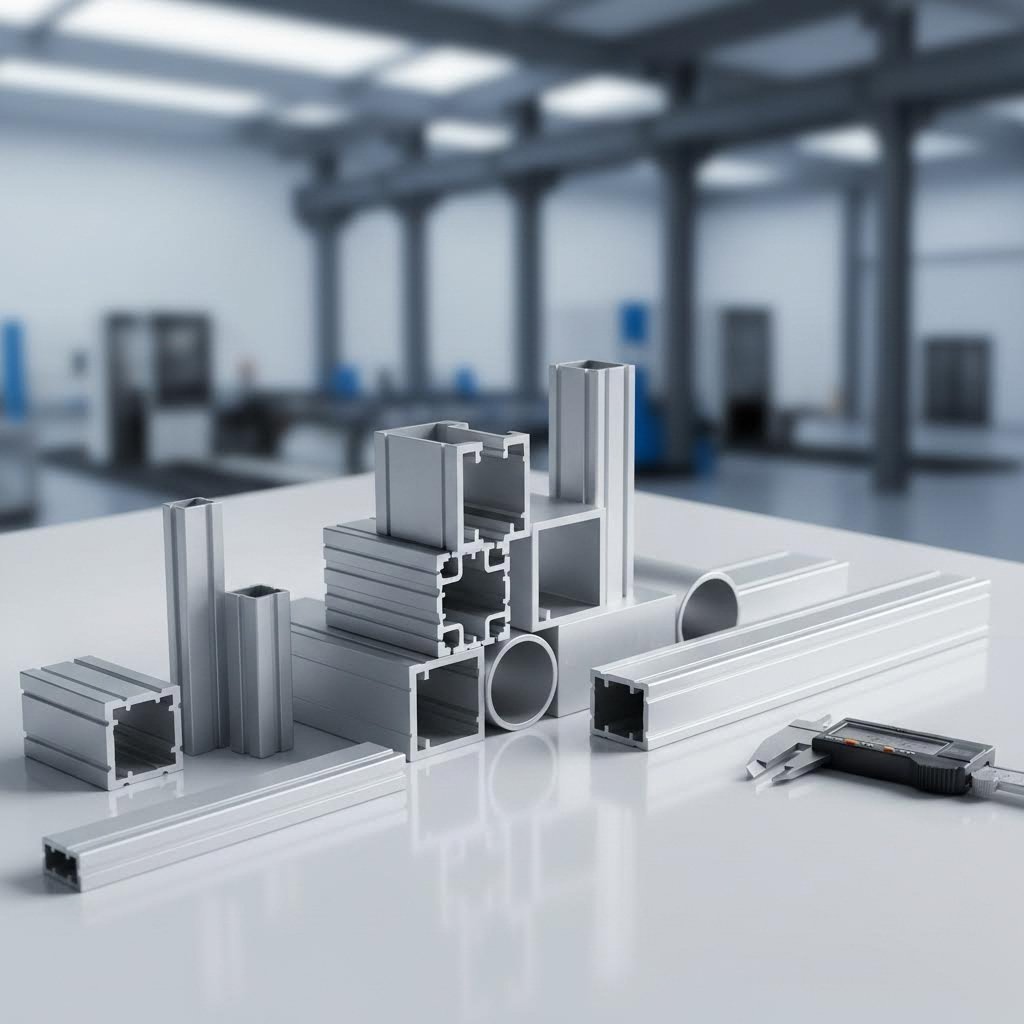
A hydraulic press then forces this heated billet through a die—a specialized tool with an opening shaped exactly like your desired profile. As the aluminum passes through, it emerges as a continuous length with a uniform cross-section. This is how various aluminum extruded shapes are created, from simple tubes and angles to complex multi-channel designs.
After extrusion, the profile undergoes rapid cooling (called quenching), stretching for straightness, and heat treatment to achieve the required mechanical properties. Only then does the cutting stage begin.
The cutting process transforms those long continuous extrusions into the specific lengths your project demands. Whether you need 50 pieces at 127.5mm each or 200 pieces at 2.3 meters, the supplier's cutting equipment delivers consistent results that would be difficult to replicate with standard workshop tools.
Why does this matter? Because when your aluminum extrusion profiles arrive pre-cut, you're not just saving time—you're eliminating a potential source of dimensional errors. Professional cutting equipment, operated by experienced technicians, produces cleaner cuts with tighter tolerances than most fabrication shops can achieve in-house.
For projects requiring exact dimensions—think modular furniture systems, precision machine frames, or architectural installations—this level of accuracy isn't optional. It's essential.
So you've decided on custom cut aluminum extrusion for your project. But here's something most suppliers won't tell you: the cutting method used dramatically affects your final results. Not all cuts are created equal, and understanding your options helps you specify exactly what your project needs.
When it comes to cutting aluminum extrusion, three primary methods dominate the industry: saw cutting, CNC precision cutting, and waterjet cutting. Each brings distinct advantages depending on your tolerance requirements, profile complexity, and production volume. Let's break down how to cut aluminum extrusion using each approach.
Saw cutting remains the most common method for cutting aluminium extrusion in standard applications. It's fast, cost-effective, and perfectly suitable for most general-purpose projects.
Cold Saw Cutting: This method uses a circular blade that operates at slower speeds than traditional saws, generating minimal heat during the cut. The result? Cleaner edges with virtually no burrs and no heat-affected zones that could alter the aluminum's properties. Cold saws excel at producing square cuts on straight aluminum extrusion shapes with tolerances typically ranging from ±0.5mm to ±1mm.
Miter Saw Cutting: When your design requires angled cuts—think picture frames, corner joints, or architectural trim—miter saws deliver precise angle cuts up to 45 degrees or more. These saws work particularly well for hollow and semi-hollow profiles where clean mitered corners are essential for aesthetic applications.
For most DIY and standard industrial applications, a bandsaw with the appropriate blade offers the best balance of precision and versatility. However, the speed and efficiency of cold saws make them the preferred choice for high-volume production runs where consistency across hundreds or thousands of pieces matters.
When standard saw cutting doesn't meet your precision requirements or your profiles demand complex geometries, advanced cutting technologies step in.
CNC Precision Cutting: Computer-controlled cutting eliminates human variability from the equation. CNC machines follow preprogrammed paths with exact velocity and positioning, delivering tolerances as tight as ±0.005" (approximately ±0.13mm). This method proves invaluable for curved aluminum extrusion profiles or any application where multiple cuts must align perfectly during assembly. The computer control ensures every piece in a batch matches identically—critical for modular systems and precision machinery.
Waterjet Cutting: This process uses extremely high-pressure water mixed with abrasive garnet to cut through aluminum without generating any heat. Why does that matter? Zero heat means zero thermal distortion or material property changes. Waterjet cutting achieves tolerances of approximately ±0.009" and produces an exceptionally smooth surface finish along the cut edge. It's the go-to method when you're working with profiles that will undergo additional heat treatment or when even microscopic heat-affected zones are unacceptable.
Understanding how to cut extruded aluminum properly means matching the method to your specific needs. Here's a comprehensive comparison:
| Cutting Method | Typical Tolerance | Best For | Relative Cost | Heat Affected Zone |
|---|---|---|---|---|
| Cold Saw | ±0.5mm to ±1mm | High-volume straight cuts, standard profiles | Low | Minimal |
| Miter Saw | ±0.5mm to ±1mm | Angled cuts, architectural trim, frame corners | Low | Minimal |
| CNC Routing | ±0.13mm (±0.005") | Complex geometries, precision assemblies, curved profiles | Medium-High | Low |
| Waterjet | ±0.23mm (±0.009") | Heat-sensitive applications, composite profiles, superior edge finish | High | None |
Volume also influences your method selection. For orders under 50 pieces, the setup costs of CNC or waterjet cutting may not justify the precision gains over saw cutting. But for production runs requiring thousands of identical pieces, the consistency and reduced scrap rates of automated cutting quickly offset the higher per-cut costs.
Knowing which cutting method your supplier uses—and whether it aligns with your project specifications—gives you control over the quality you receive. This brings us to an equally important consideration: what tolerances can you actually achieve, and how do profile specifications affect cutting precision?
You've selected your cutting method—but how precise will your final pieces actually be? This is where many buyers get caught off guard. Tolerance specifications determine whether your extruded aluminum shapes will fit together seamlessly or require costly rework during assembly.
Understanding tolerance standards isn't just technical knowledge—it's the difference between a project that comes together smoothly and one plagued by fit issues. Let's demystify what these numbers mean for your custom cut aluminum extrusion orders.
The aluminum industry recognizes two primary tolerance classifications: standard and precision. According to The Aluminum Association's Table 11.2, these tolerances apply to cross-sectional dimensions, length, straightness, and cut-end squareness—each with distinct specifications.
Standard Tolerances: These represent the default accuracy level most suppliers deliver unless you specify otherwise. For length cuts on rod, bar, and profiles, standard tolerances typically range from ±1/16" (1.6mm) for pieces up to 12 feet, increasing proportionally for longer sections. Standard tolerances work perfectly for general construction, non-critical framing, and applications where minor dimensional variations won't affect function.
Precision Tolerances: When your aluminum extrusion profile must meet tighter specifications, precision tolerances cut the allowable deviation significantly—often by half or more. However, as noted in industry tolerance standards, achieving precision tolerances requires close collaboration between customer and producer to determine feasibility based on specific alloy-temper combinations and profile characteristics.
Here's something critical that most specifications overlook: tolerance values are cumulative. When your dimension involves multiple component measurements, the allowable tolerance equals the sum of each component's tolerance. This means a dimension spanning two profile precision extrusions will have double the single-piece tolerance unless you specify otherwise.
The profile series you select directly influences achievable cutting precision. Smaller profiles in the 15mm and 20mm series behave differently under cutting operations than heavier 40mm or 45mm extrusion shapes.
Why does size matter? Larger aluminium extruded profiles offer greater rigidity during cutting, reducing vibration-induced variations. They also provide more material for the cutting blade to engage consistently. Conversely, lighter profiles may deflect slightly under blade pressure, potentially introducing minor dimensional inconsistencies—especially in longer pieces.
The relationship between profile size, cutting method, and achievable tolerance looks like this:
| Profile Series | Cold Saw Tolerance | CNC Cutting Tolerance | Minimum Practical Length | Maximum Standard Length |
|---|---|---|---|---|
| 15-20mm Series | ±0.5mm to ±1.0mm | ±0.13mm to ±0.25mm | 25mm (1") | 6,000mm (20 ft) |
| 30mm Series | ±0.5mm to ±0.8mm | ±0.13mm to ±0.20mm | 30mm (1.2") | 7,000mm (23 ft) |
| 40mm Series | ±0.4mm to ±0.7mm | ±0.10mm to ±0.18mm | 40mm (1.5") | 7,500mm (24.6 ft) |
| 45mm+ Series | ±0.4mm to ±0.6mm | ±0.10mm to ±0.15mm | 45mm (1.8") | 8,000mm+ (26+ ft) |
Notice the minimum practical length column? Most suppliers won't cut pieces shorter than the profile's own width dimension. Attempting to cut extremely short pieces creates safety hazards and typically produces unacceptable edge quality. If your design requires very short aluminum profile sections, discuss this upfront with your supplier.
Maximum lengths depend on the supplier's extrusion press capacity and handling equipment. Standard lengths rarely exceed 24 feet, though some facilities accommodate longer runs for specialized applications.
Sounds complex? Here's how to communicate your requirements clearly and avoid costly misunderstandings.
Always specify your measurement reference point. Are you measuring the overall length, or the distance between specific features? For hollow profiles, clarify whether you're measuring from the outer face or inner surface. Ambiguity here leads to parts that don't fit.
State tolerances as bilateral unless you have reason not to. A specification of "500mm ±0.5mm" means acceptable pieces range from 499.5mm to 500.5mm. If you instead need all pieces to be at least 500mm (perhaps for machining allowance), specify "500mm +1.0mm/-0mm" to indicate a unilateral tolerance.
Account for squareness of cut ends. According to Table 11.12 of The Aluminum Association standards, the allowable deviation from square on cut ends is 1 degree. For most applications this is negligible, but precision assemblies may require tighter specifications—which means additional processing costs.
Consider the complete tolerance stack. When your assembly involves multiple cut pieces joining together, add up the individual tolerances to understand worst-case accumulated variation. A frame built from four pieces, each with ±0.5mm tolerance, could theoretically vary by ±2mm in overall dimension.
For engineers and procurement professionals specifying profile precision extrusions, documenting these details upfront prevents disputes and ensures you receive parts that actually work in your application. The few extra minutes spent on clear specifications save hours of troubleshooting during assembly.
With tolerances understood, there's another factor that affects your finished parts: what happens to those cut ends before shipping? The answer involves a range of finishing options that can dramatically improve assembly performance.
Your custom cut aluminum extrusion arrives precisely measured—but is it ready for assembly? Not necessarily. Cutting aluminum inevitably leaves behind burrs, sharp edges, and raw end surfaces that can interfere with fit, function, and safety. This is where end finishing transforms a cut piece into an assembly-ready component.
Most suppliers mention "finishing options" without explaining what those options actually accomplish or when you need them. Let's change that. Understanding these secondary processes helps you order exactly what your project requires—nothing more, nothing less.
When a saw blade exits an aluminum profile, it typically leaves a raised edge called a burr. Depending on your application, that burr could be a minor inconvenience or a serious problem. Here are the most common end finishing services and what they accomplish:
The vibratory deburring process deserves special attention. Beyond removing burrs, it cleans residual cutting lubricants from the aluminum surface. Why does this matter? Clean profiles accept anodizing more uniformly, producing consistent color and finish quality. If you're planning surface treatment after cutting, specifying deburring isn't optional—it's essential preparation.
Think of end finishing as the bridge between raw fabrication and final assembly. The aluminium extrusion die creates your profile's cross-section, precision cutting delivers exact lengths, and end finishing prepares those pieces to work together seamlessly.
Here's a practical example: imagine you're building a modular display frame from extruded aluminum trim. Each corner requires two profiles to meet flush. Without chamfering, inserting corner brackets becomes frustrating—burrs catch, edges scrape, and assembly takes twice as long. With proper end finishing, pieces slide together smoothly and lock into position.
The sequence matters too. End finishing typically occurs after cutting but before surface treatments like anodizing or powder coating. This ensures:
When specifying aluminium extrusion dies for custom profiles, experienced designers incorporate features that simplify downstream fabrication. Screw ports—channels designed to accept self-tapping screws—are rarely fully enclosed. A 60-degree opening in the port dramatically improves die life and extrusion speed with only minimal reduction in screw pull-out strength. This design-for-fabrication thinking extends to end finishing: profiles with accessible surfaces deburr faster, saving you processing costs.
For projects requiring more than basic finishing—machining, drilling, bending, or complete assembly—suppliers offering end-to-end services can manage the entire workflow from die development through finished component delivery. This turnkey approach minimizes handling, reduces lead times, and ensures consistent quality across all processing stages.
With your profiles cut to length and properly finished, only one major question remains before ordering: what will this actually cost? The answer involves several factors that many suppliers leave frustratingly vague.
You've specified your cutting method, tolerances, and finishing requirements. Now comes the question every buyer asks: what will this actually cost? Unlike standard stock purchases with straightforward per-foot pricing, custom extrusion orders involve multiple cost components that interact in ways most suppliers never explain.
Understanding these pricing dynamics transforms you from a passive quote recipient into an informed negotiator. Let's break down exactly what drives custom aluminum extrusion costs—and how you can optimize your orders for better value.
When aluminum extrusion companies calculate your quote, they're building up from several distinct cost layers. According to industry pricing analysis, raw material typically represents 60-75% or more of the total cost for many aluminum profiles. But that's just the starting point.
Here are the primary cost drivers in custom cut orders:
The relationship between tooling cost and volume deserves special attention. If your die costs $2,000 and you extrude 20,000 kg, the tooling cost adds just $0.10 per kilogram. Order only 2,000 kg, and that same die contributes $1.00 per kilogram—a tenfold difference from a single fixed cost.
For small aluminum extrusions with lower weight-per-meter, this effect becomes even more pronounced. A lightweight decorative trim might require the same die investment as a structural beam, but the per-piece tooling burden is substantially higher when you're ordering fewer total kilograms.
Now that you understand what drives pricing, how do you leverage this knowledge? Strategic order planning can reduce your per-meter costs by 10-30% compared to unoptimized purchases.
Volume thresholds matter significantly. Most aluminum extrusion supply companies have production run sweet spots where efficiency peaks. One supplier noted that ordering 300 lbs or more can eliminate setup charges entirely because optimal run sizes offset fixed costs. Ask your supplier about their volume break points—they're rarely published but always exist.
Minimize material waste through smart length planning. Standard extrusion runs produce profiles in set lengths (typically 12-24 feet). If you order custom cuts of 500mm from a 6-meter extrusion, you'll get 12 pieces with no waste. Order 550mm cuts, and each extrusion yields only 10 pieces—with nearly a meter of scrap. Work backward from standard extrusion lengths to find cut dimensions that maximize yield.
Consolidate your aluminum extrusion supply needs. Rather than placing multiple small orders throughout a project, forecast your total requirements and order once. This approach:
Consider design simplification. Before finalizing custom aluminum products specifications, ask whether a slightly simpler profile could serve the same function. Reducing the number of hollows, relaxing non-critical tolerances, or selecting a standard alloy instead of a specialty grade can meaningfully reduce both tooling investment and per-meter processing costs.
Understand minimum order quantities. Most suppliers won't quote custom extrusion orders below certain thresholds—often 100-500 kg for profiles using existing dies, or 500-1,000 kg for new die development. These minimums exist because production setup and quality control overhead doesn't scale down efficiently. Asking about MOQs upfront prevents wasted time on quotes that won't materialize.
One final consideration: inventory risk. Ordering more to achieve better unit pricing only makes sense if your design is stable and you have storage capacity. Volume discounts reduce cost, but if design changes mid-project or storage costs mount, the benefits may evaporate. Balance procurement efficiency against project flexibility.
With pricing factors understood and optimization strategies in hand, there's one more practical consideration before placing your order: how long will this actually take, and what does the ordering process look like from specification to delivery?
You've done the homework—selected your cutting method, specified tolerances, planned your finishing requirements, and optimized for cost. Now the practical question: when will your custom extrusions actually arrive? And what steps get you from specification to delivery without unnecessary delays?
Lead times for custom cut aluminum extrusion vary dramatically based on factors most buyers don't consider until they're already behind schedule. Understanding these timelines upfront helps you plan projects realistically and avoid the frustration of missed deadlines.
Here's something that surprises many first-time buyers: custom extrusions require significantly longer lead times than stock aluminum extrusions. While off-the-shelf profiles might ship within 1-3 business days, custom profile extrusion orders follow a fundamentally different timeline.
For projects using existing dies (profiles the supplier has produced before), expect 2-4 weeks from order confirmation to shipment. This timeframe covers production scheduling, extrusion, cutting to your specifications, any finishing operations, quality inspection, and packaging.
For new custom extruded profiles requiring die development, the timeline extends considerably. According to industry sources, the complete process from initial consultation to delivery typically spans 6-12 weeks—sometimes longer for complex geometries. This includes design approval, die manufacturing, prototype production, testing, and full production runs.
Several factors directly influence your specific timeline:
The ISO 9001:2015 certification context matters here. Aluminum extrusion suppliers operating under this quality management standard follow documented procedures for dimensional verification, surface inspection, and traceability. While this adds thoroughness, it also adds processing steps—each contributing to lead time.
Want to minimize delays? Understanding the typical ordering workflow helps you prepare everything suppliers need upfront, eliminating back-and-forth that eats into your schedule.
Here's how a well-managed custom cut order typically progresses from initial inquiry to delivery:
This structured approach—defining requirements, requesting samples, agreeing terms, confirming orders, overseeing production, and arranging delivery—builds confidence at each stage and prevents costly surprises.
Even experienced buyers sometimes stumble. Avoid these frequent missteps that extend lead times or create quality problems:
One misconception deserves special attention: many buyers assume custom cutting adds significant lead time. In reality, precision cutting typically adds only 1-2 days to processing—far less than die development or surface finishing. The efficiency gains from receiving assembly-ready pieces usually outweigh any minor timeline extension.
With realistic lead time expectations and a clear ordering process in mind, you're well-positioned to plan projects accurately. But where exactly do custom cut aluminum extrusions get used? The answer spans more industries than most buyers initially realize.
Where do custom cut aluminum extrusions actually end up? The answer might surprise you. From the window frames in your office building to the conveyor systems in manufacturing plants, aluminium extrusion profiles work behind the scenes in virtually every industry. Understanding these applications helps you recognize whether precision-cut profiles fit your specific project—and how others have solved similar challenges.
The versatility of extrusion aluminum stems from a unique combination: excellent strength-to-weight ratios, natural corrosion resistance, and the ability to form complex cross-sections that would be impossible or prohibitively expensive with other fabrication methods. When you add precision cutting to this equation, the possibilities expand dramatically.
Walk into any modern commercial building, and you're surrounded by aluminum extruded components—often without realizing it. The architectural sector represents one of the largest markets for custom cut profiles, and for good reason.
Window and door frames exemplify why architects specify custom cuts. Aluminum 6063 is the preferred material for these applications, offering a smooth surface finish that accepts anodizing beautifully while providing adequate structural support. Each building has unique window dimensions—ordering profiles cut to exact lengths eliminates field cutting and ensures consistent aesthetics across hundreds of openings.
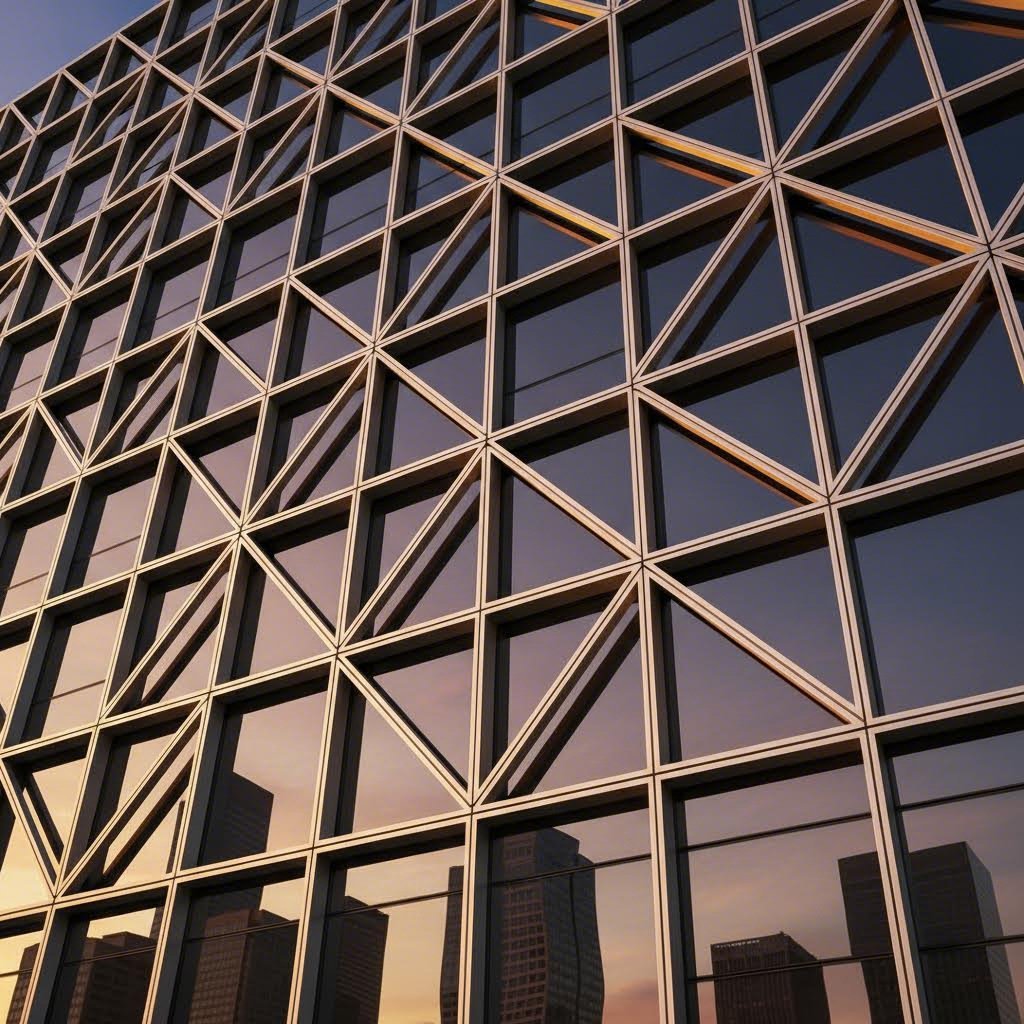
Curtain wall systems—the non-structural facades that enclose modern high-rises—rely on aluminum extrusion rails and mullions cut to precise specifications. These systems must account for thermal expansion, wind loads, and water infiltration while maintaining clean sight lines. Custom cutting ensures each component fits within engineered tolerances.
Beyond facades, architectural applications include:
For visible architectural elements where appearance matters as much as function, 6063 aluminum's superior surface finish makes it the clear choice. This alloy excels in creating complex shapes with smooth surfaces that can be used for premium casework, corners, and architectural trim—applications where unique extrusions define a building's character.
While architects value aesthetics, industrial users prioritize precision, durability, and repeatability. Custom cut aluminum profiles serve critical functions across manufacturing environments where exact dimensions translate directly to operational efficiency.
Machine frames and structural enclosures represent a massive application area. Modular framing systems—built from profiles with T-slot channels—allow rapid assembly and reconfiguration of workstations, safety guards, and equipment housings. When you aluminum extrude profiles for these systems, precision cutting ensures components connect without gaps or misalignment.
Conveyor systems depend on consistent profile lengths for smooth material handling. Side rails, support beams, and guide channels must maintain exact dimensions across production lines spanning dozens of meters. Variations of even a few millimeters accumulate into alignment problems that disrupt automated processes.
Industrial applications extend across multiple sectors:
When structural strength takes priority over surface finish, 6061 aluminum offers significant advantages. With ultimate tensile strength of at least 42,000 psi compared to 6063's 28,000 psi, this alloy handles heavy-duty applications including scaffolding, truck components, and structural angles where flextrude aluminum shapes simply won't suffice.
Beyond traditional categories, custom cut profiles enable innovative solutions in specialty markets. Furniture manufacturers use precision-cut extrusions for minimalist chair frames and modular shelving systems. Exhibition designers specify exact lengths for trade show booth structures that assemble and disassemble repeatedly. Even the aerospace industry utilizes aluminum extrude technology for interior components where weight and precision intersect.
The common thread across all these applications? Each project has specific dimensional requirements that standard stock lengths can't efficiently satisfy. Whether you're framing a curtain wall, building a conveyor system, or designing custom furniture, precision-cut profiles eliminate the gap between what's available and what your project actually needs.
Recognizing where your project fits within this landscape helps clarify your specifications—and points toward the type of supplier capabilities you'll need. Speaking of suppliers, how do you evaluate potential partners to ensure they can actually deliver what your application demands?

You've mapped out your project requirements, understood the cutting methods, and clarified your tolerance specifications. Now comes a decision that can make or break your entire project: choosing the right supplier. Not all custom aluminum extrusions suppliers deliver the same capabilities, quality standards, or support levels—and the differences become painfully apparent when problems arise mid-production.
Finding a reliable profile custom extrusion company requires looking beyond quoted prices. The lowest bid often comes with hidden costs: extended lead times, inconsistent quality, limited finishing options, or communication gaps that leave you guessing about order status. Let's examine what separates capable custom aluminum extruders from those who'll leave you scrambling for alternatives.
When assessing potential partners for your aluminum profile extrusion needs, equipment capabilities tell you immediately what a supplier can and cannot produce. But you'll need to dig deeper than surface-level claims.
Press capacity range matters enormously. A supplier operating only small presses (under 1800T) cannot produce heavy structural profiles, while one with only large equipment may not efficiently handle delicate, thin-walled designs. According to industry evaluation guidelines, suppliers with multiple press capacities offer greater flexibility when your production volumes change or project requirements evolve.
Consider this: Shengxin Aluminium operates 35 extrusion presses ranging from 600T to 5500T—covering everything from small aluminum extrusions requiring precision to heavy industrial profiles demanding serious tonnage. This breadth means a single supplier can handle diverse project needs without subcontracting to facilities you've never vetted.
CNC machining integration separates full-service suppliers from basic extruders. Custom extruded aluminum rarely ships straight from the extrusion line. Precision cutting, drilling, bending, and other secondary operations require dedicated CNC machining centers. Suppliers with in-house machining deliver finished components rather than semi-raw material—reducing your coordination burden and ensuring dimensional consistency across all processing stages.
Surface treatment capabilities determine your finishing options. Different applications demand different treatments:
A supplier offering comprehensive surface treatments—like the full range available through Shengxin Aluminium's processing services—can manage your project from raw billet through finished, ready-to-install components.
Die design and maintenance capability affects lead times and problem resolution. Suppliers who outsource die manufacturing face longer lead times and slower corrections when issues arise. Those with in-house die workshops can modify or repair tooling quickly, maintaining production continuity when unexpected problems surface.
Here's a comprehensive comparison of supplier capabilities to evaluate:
| Capability Area | Basic Supplier | Full-Service Partner | Why It Matters |
|---|---|---|---|
| Press Range | 1-3 presses, limited tonnage | Multiple presses across tonnage spectrum | Flexibility for diverse profile sizes |
| CNC Machining | Outsourced or limited | In-house machining centers | Consistent quality, faster turnaround |
| Surface Treatments | Basic anodizing only | Anodizing, powder coating, PVDF, specialty finishes | Complete finishing under one roof |
| Die Capability | Third-party die sourcing | In-house die design and maintenance | Faster new profile development, rapid corrections |
| Quality Systems | Basic inspection | ISO 9001:2015, documented QC, traceable lot data | Repeatable quality, audit-ready documentation |
| Technical Support | Order taking only | DFM feedback, engineering consultation | Optimized designs, prevented problems |
Sounds overwhelming? Simplify your evaluation by asking pointed questions that reveal supplier capabilities quickly. The answers—and how readily suppliers provide them—tell you as much as the content itself.
About equipment and capacity:
About quality and consistency:
About integration and support:
Strong technical communication differentiates professional suppliers from traders. A capable aluminium extrusion profiles manufacturer will proactively offer DFM feedback, cost optimization suggestions, and feasibility assessments—preventing problems before production begins rather than reacting after defects occur.
Experience depth also matters significantly. Suppliers with decades of production history have encountered and solved problems that newer operations haven't yet faced. Shengxin Aluminium's 30+ years of experience translates to institutional knowledge about what works, what fails, and how to optimize your bespoke aluminium extrusion for both manufacturability and performance.
End-to-end project support deserves special attention. The best custom aluminum extruders don't just fill orders—they partner with you from concept through delivery. This includes technical support during die development, process recommendations for your specific application, and ongoing communication throughout production. When your supplier invests in understanding your end use, they're positioned to catch potential issues before they become expensive problems.
For buyers seeking comprehensive capabilities—extrusion, precision cutting, CNC machining, and multiple surface treatments under one roof—exploring factory-direct options like Shengxin Aluminium's custom extrusion services provides a starting point for evaluating what full-service support actually looks like.
With supplier evaluation criteria clear, the final step involves synthesizing everything you've learned into actionable decisions for your specific project.
You've absorbed a wealth of information about custom cut aluminum extrusion—from cutting methods and tolerances to finishing options and supplier evaluation. Now it's time to translate that knowledge into action. How do you pull everything together and move confidently from research to ordering?
The decision-making process doesn't need to feel overwhelming. By matching your specific project requirements to the right cutting solutions and preparing thorough specifications upfront, you'll streamline the entire ordering experience and receive extruded profiles that fit your application perfectly.
Every project has unique demands, and the right approach depends on where your priorities fall. Ask yourself these questions to clarify your path forward:
What tolerances does your application actually require? If you're building general-purpose framing or non-critical structures, standard saw cutting with ±0.5mm to ±1mm tolerances will serve you well at lower cost. But if you're assembling precision machinery, modular systems requiring perfect alignment, or components feeding into automated processes, invest in CNC cutting to achieve the tighter tolerances your project demands.
Will your custom cut aluminum components be visible or handled? Architectural trim, consumer products, and any profile that users will touch or see should include deburring and potentially chamfering. Industrial components hidden inside equipment may not need the same level of finishing—saving you processing costs.
What volume are you ordering? For prototype runs or small batches, prioritize suppliers who can accommodate lower minimums without excessive setup charges. For production volumes, negotiate volume pricing and consider consolidating orders to maximize cost efficiency.
How critical is lead time? If you're working against tight deadlines, confirm supplier capacity before committing. Projects requiring new die development need 6-12 weeks minimum—plan accordingly or consider adapting designs to existing profile custom extrusions already in a supplier's catalog.
Ready to move forward? Here's a practical checklist for preparing your custom cut specifications—completing these steps before contacting suppliers accelerates quoting and prevents costly misunderstandings:
This preparation positions you as an informed buyer and signals to suppliers that you understand the process—often resulting in more responsive service and competitive pricing.
The difference between a frustrating ordering experience and a smooth one often comes down to supplier selection. As you've learned, full-service partners offering end-to-end capabilities—from die development through precision cutting, CNC machining, and surface treatment—simplify your project management and ensure consistent quality across all processing stages.
For buyers seeking factory-direct pricing and comprehensive support, exploring established manufacturers with proven track records makes sense. Shengxin Aluminium's deep processing services exemplify what comprehensive capability looks like: 35 extrusion presses handling everything from delicate custom 6063 aluminum tubes to heavy industrial profiles, in-house CNC machining for precision cutting and drilling, plus complete surface treatment options including anodizing, powder coating, and specialty finishes. With 30+ years of experience supporting projects from architectural window frames to complex manufacturing components, their technical team provides the die development through mass production support that transforms custom extrusion aluminum projects from concept to reality.
Whether your project involves extruded aluminium profiles for architectural applications, precision components for industrial machinery, or specialty shapes for unique applications, the principles remain consistent: define your requirements clearly, select cutting methods appropriate to your tolerances, specify finishing needs upfront, and partner with suppliers whose capabilities match your project scope.
Custom cut aluminium sheet and extruded profiles open possibilities that standard stock lengths simply cannot match. By applying the knowledge you've gained—understanding cutting methods, tolerance specifications, cost optimization strategies, and supplier evaluation criteria—you're equipped to order with confidence and receive components that fit your project precisely.
Your next step? Gather your specifications using the checklist above and reach out to suppliers who demonstrate the capabilities your project requires. The investment in proper planning pays dividends in smoother assembly, fewer surprises, and projects that come together exactly as designed.
Custom cut aluminum extrusion involves precision-cutting extruded profiles to your exact specifications before shipping, eliminating the need for on-site cutting. Standard stock lengths come in fixed measurements (typically 12-24 feet) that you must cut yourself. Custom cutting reduces material waste, speeds up assembly time, and ensures consistent accuracy across all pieces through industrial cutting equipment.
Custom aluminum extrusion pricing depends on several factors: raw material costs (60-75% of total), die/tooling amortization spread across order quantity, profile complexity, cutting method selected, end finishing requirements, and order volume. Volume orders qualify for better pricing tiers, and optimizing cut lengths to minimize waste can reduce costs by 10-30%. Suppliers like Shengxin Aluminium offer factory-direct pricing with comprehensive services from die development to finished components.
Three primary cutting methods dominate the industry: saw cutting (cold saw and miter saw) for standard applications with ±0.5-1mm tolerances; CNC precision cutting for complex requirements achieving ±0.13mm tolerances; and waterjet cutting for heat-sensitive applications with zero thermal distortion. Cold saws work best for high-volume straight cuts, while CNC and waterjet excel for curved profiles and precision assemblies.
Lead times vary based on project complexity. Orders using existing dies typically ship within 2-4 weeks from confirmation. New custom profiles requiring die development take 6-12 weeks, covering design approval, die manufacturing, prototype production, and full production runs. Surface treatments add 3-7 additional days. Factors like profile complexity, order volume, and supplier capacity also influence timelines.
Standard tolerances range from ±1/16 inch (1.6mm) for pieces up to 12 feet. Precision tolerances cut allowable deviation by half or more but require collaboration with producers to determine feasibility. Larger profile series (40-45mm) achieve tighter tolerances than smaller series due to greater rigidity during cutting. CNC cutting delivers tolerances as tight as ±0.13mm, while waterjet achieves approximately ±0.23mm with superior edge finish.




 Інтернет-сервіс
Інтернет-сервіс 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 Українська
Українська English
English français
français Deutsch
Deutsch русский
русский español
español português
português العربية
العربية ไทย
ไทย Việt
Việt










