


When you need hollow aluminum profiles for your next project, the manufacturing method and the partner you choose can make or break your results. Aluminum tube extrusion is a specialized process where heated aluminum alloy billets are forced through custom-shaped dies to create seamless, hollow profiles with precise dimensions. Think of it like squeezing toothpaste through a tube—except the "tube" is a precision-engineered die that shapes molten metal into structural components used across countless industries.
This buyer-focused guide walks you through everything procurement professionals and engineers need to know—from understanding how extrusions are made to evaluating suppliers who can deliver exactly what your project demands. Whether you're sourcing extruded aluminum for construction, automotive, or industrial applications, the information here will help you make confident, informed decisions.
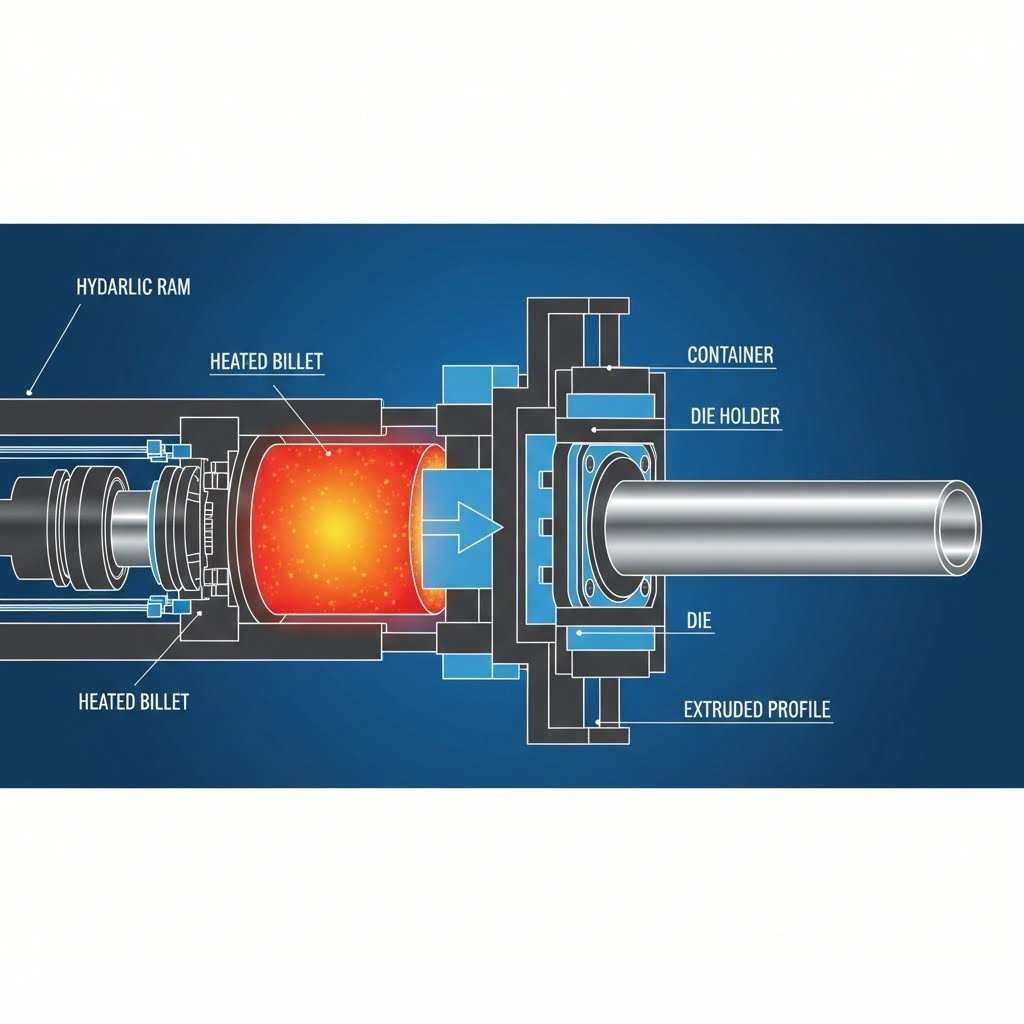
The aluminum extrusion process begins with a solid cylindrical billet, typically preheated to around 400-500°C. At this temperature, the aluminum becomes malleable enough to flow through a die without melting completely. A powerful hydraulic ram—capable of applying up to 15,000 tons of pressure—pushes the softened billet through the die opening. The result? A continuous extruded tube that emerges in the exact cross-sectional shape of the die.
What sets tube extrusion apart from other manufacturing methods is its ability to produce complex hollow profiles in a single operation. Unlike welded tubes or machined components, an extruded tube has no seams or joints that could compromise structural integrity. The process also allows for tight dimensional tolerances and consistent wall thickness throughout the profile's length.
After exiting the die, the aluminum profile undergoes quenching—a rapid cooling process using fans or water baths— by stretching to correct any distortion and ensure straightness. The tubes are then cut to length and aged to achieve the desired mechanical properties.
Selecting the right aluminum tube extrusion supplier isn't just about finding the lowest price. Your supplier's capabilities directly influence the quality, consistency, and reliability of every component you receive. A supplier with advanced equipment, technical expertise, and robust quality controls can deliver profiles that meet exact specifications—while a less capable partner may leave you dealing with dimensional inconsistencies, surface defects, or delayed shipments.
The quality of extruded aluminum profiles directly influences the performance and durability of final products. Suppliers adhering to international standards ensure consistency and excellence in delivered extrusions.
Consider the full scope of what a capable supplier brings to the table: precision die design, properly maintained extrusion presses, surface treatment options, and the technical support to help you optimize specifications for your application. These factors determine whether your extruded aluminum components perform as expected in the field—or become a source of costly problems down the line.
The following sections will guide you through alloy selection, surface treatments, supplier evaluation criteria, cost factors, and industry-specific applications. By the end, you'll have a clear framework for finding a partner who can deliver the aluminum tube extrusions your project requires.
Understanding how aluminum extrusions are manufactured gives you a significant advantage when working with suppliers. When you know what happens at each production stage, you can ask better questions, specify requirements more precisely, and recognize when a supplier truly has the capabilities your project demands. Let's walk through the complete manufacturing journey—from raw billet to finished extruded tubing ready for your application.
The tubing extrusion process follows a carefully controlled sequence where each step builds on the previous one. Missing or rushing any stage compromises the final product's quality. Here's exactly what happens when aluminum transforms from a simple cylindrical log into precision-engineered hollow profiles:
Each step requires precise control. Variations in temperature, pressure, or timing can result in dimensional inconsistencies, surface defects, or compromised mechanical properties in your extruded aluminum profiles.
The extrusion die is arguably the most critical component in determining what aluminum extrusion profiles you can produce. For hollow tubes and extrusion aluminum shapes, dies incorporate a mandrel—an internal component that creates the void inside the profile. The aluminum actually separates as it flows around the mandrel supports, then "welds" back together under pressure before exiting as a seamless tube.
Die design directly affects achievable tolerances, surface quality, and production efficiency. Complex aluminum extrusion profile geometries require more sophisticated dies with precise port arrangements and careful consideration of metal flow patterns. A well-designed die from an experienced supplier produces consistent results run after run, while a poorly designed one leads to dimensional variations and surface imperfections.
Press tonnage plays a decisive role in what your supplier can manufacture. Smaller presses (under 1,000 tons) handle lightweight profiles with simple cross-sections. Medium-capacity presses (1,500-3,500 tons) produce the majority of standard extruded aluminum profiles for industrial and architectural applications. Large presses (4,000+ tons) are necessary for heavy-walled tubes, large-diameter hollow sections, or profiles requiring high extrusion ratios.
When evaluating a potential supplier, ask about their press capacities and the range of profiles they regularly produce. A supplier operating multiple presses across different tonnages offers flexibility that single-press operations simply cannot match. This becomes especially important when your project involves varying tube sizes or you anticipate scaling production volumes over time.
Choosing the right aluminum alloy for your extruded aluminum tube is one of the most consequential decisions you'll make during the specification process. The alloy you select determines everything from mechanical strength and corrosion resistance to how well the finished product accepts surface treatments. Get this choice right, and your components perform reliably for years. Get it wrong, and you're looking at premature failures, costly redesigns, or products that simply don't meet application requirements.
Most aluminum tube applications rely on alloys from the 6000 series—specifically 6061 and 6063. These magnesium-silicon alloys offer an excellent balance of properties that make them ideal for aluminum extrusion tube production. However, specialized applications may call for 5000 series alloys when corrosion resistance is paramount, or 7000 series alloys when you need maximum strength. Let's break down what each option brings to the table.
If you're sourcing extruded aluminum tubes, you'll likely encounter these two alloys more than any others. Both belong to the 6000 series and share similar compositions—primarily aluminum alloyed with magnesium and silicon. Yet their subtle differences make each better suited for specific applications.
6061 Aluminum—often called "structural aluminum"—contains 0.8-1.2% magnesium and 0.4-0.8% silicon. This higher magnesium content translates to improved tensile strength, making it the go-to choice when structural integrity matters most. In the T6 temper, 6061 achieves a tensile strength of approximately 310 MPa (45 ksi) and yield strength around 276 MPa (40 ksi). You'll find structural aluminum tubing made from 6061 in load-bearing frameworks, automotive chassis components, and industrial equipment where strength-to-weight ratio is critical.
6063 Aluminum—known as "architectural aluminum"—has been specifically optimized for extrudability. It contains 0.45-0.9% magnesium and 0.2-0.6% silicon. While slightly lower in strength than 6061, this alloy produces exceptionally smooth surface finishes that anodize beautifully. When your project requires extruded aluminum tubes with superior aesthetics or enhanced corrosion protection through anodizing, 6063 is typically the better choice.
Here's how these common alloys compare across key properties:
| Property | 6061-T6 | 6063-T6 |
|---|---|---|
| Tensile Strength | 310 MPa (45 ksi) | 241 MPa (35 ksi) |
| Yield Strength | 276 MPa (40 ksi) | 214 MPa (31 ksi) |
| Corrosion Resistance | Good | Very Good |
| Weldability | Good | Good |
| Machinability | Good | Fair |
| Surface Finish Quality | Good | Excellent |
| Anodizing Response | Good | Excellent |
| Typical Applications | Structural frames, automotive, aerospace components | Architectural trim, window frames, furniture, railings |
When comparing aluminum round tube sizes and profiles, remember that 6063's superior extrudability means it can achieve more complex cross-sections and thinner walls than 6061. This makes 6063 particularly valuable for intricate architectural profiles where elaborate shapes matter as much as function.
Beyond the popular 6000 series, other alloy families serve specialized roles in extruded aluminum tubing applications.
5000 Series Alloys (like 5052 and 5083) excel in environments where corrosion is your primary concern. These magnesium-alloyed aluminum grades offer exceptional resistance to saltwater and chemical exposure, making them ideal for marine applications, chemical processing equipment, and outdoor installations in harsh climates. They're not heat-treatable, so their strength comes from cold working rather than heat treatment. When you need corrosion resistance that outperforms 6000 series alloys—even with anodizing—the 5000 series deserves serious consideration.
7000 Series Alloys (particularly 7075) deliver the highest strength among common aluminum alloys. With a tensile strength around 572 MPa (83 ksi) in the T6 temper, 7075 approaches the strength of many steels while weighing significantly less. Aerospace manufacturers favor this alloy for aircraft structures and high-performance components. However, 7075 is more difficult to extrude, offers lower corrosion resistance, and comes at a premium price—so it's typically reserved for applications where maximum strength truly justifies the added cost.
So how do you decide? Consider these factors when selecting an alloy for your extruded aluminum tubing:
When specifying aluminum tube requirements to your supplier, clearly communicate your performance priorities. A knowledgeable aluminum tube extrusion supplier can recommend the optimal alloy—or suggest alternatives you may not have considered—based on your specific application demands. This collaborative approach often leads to better outcomes than simply defaulting to whatever alloy you've used before.

Once you've selected the right alloy for your extruded aluminum tube, the next critical decision involves surface treatment. The finish you choose affects far more than appearance—it determines corrosion resistance, durability, maintenance requirements, and ultimately, how long your components will perform in their intended environment. A capable aluminum tube extrusion supplier should offer multiple finishing options and help you match the right treatment to your application's demands.
Aluminum naturally forms a thin oxide layer that provides basic corrosion protection. However, this native layer is often insufficient for demanding applications. Surface treatments enhance this protection while adding aesthetic value, color options, and specialized functional properties. Let's explore what's available and when each option makes sense.
Anodizing remains the most popular finish for anodized aluminum tubing used in architectural and industrial applications. This electrochemical process thickens the natural oxide layer on the aluminum surface, creating a hard, durable coating that's actually part of the metal itself—not a separate layer that could peel or flake.
The process works by immersing the aluminum tube in an acid electrolyte bath and passing an electrical current through it. This causes oxygen ions to bond with aluminum atoms at the surface, building up an oxide layer that can range from 0.4 mils (Class II) to 0.7 mils or thicker (Class I) depending on application requirements. Thicker coatings provide longer-lasting protection—Class I anodizing is recommended for exterior architectural uses where weather exposure is a concern.
Anodized aluminum extrusions come in several varieties:
One key advantage of anodized extruded aluminum is durability. Anodizing is harder than PVDF or other organic coatings, making it the preferred choice for high-traffic areas where surfaces face physical abuse. Additionally, since the coating is part of the metal, it cannot peel off—a significant benefit over applied coatings. The finish is also unaffected by UV light, whereas all organic coatings will eventually degrade from sun exposure.
However, anodizing has limitations. Its chemical resistance depends heavily on proper sealing—improperly sealed finishes can succumb to acidic pollutants in urban environments over time. Color options, while varied, don't match the unlimited palette available with paint or powder coating.
When your application demands specific colors, enhanced chemical resistance, or specialized functional properties, applied coatings offer solutions that anodizing alone cannot provide.
Powder Coating applies electrostatically charged dry powder to the aluminum surface, which is then baked in an oven at 160-200°C for 15-20 minutes. The powder melts and forms a uniform, durable finish with minimum thickness around 60 micrometers. Powder coating is environmentally friendly—emitting no volatile organic compounds (VOCs) during curing—and offers exceptional color variety with matte, glossy, or textured finishes.
PVDF Coating (Polyvinylidene Fluoride) represents the premium choice for long-term exterior exposure. Typically formulated as 70% PVDF resin with 30% acrylic, these coatings provide outstanding chemical resistance and UV stability. PVDF dominates the curtain wall and metal roofing markets because it maintains color and gloss far longer than other organic options. An anodized aluminum pipe might eventually show wear from acidic conditions, but PVDF-coated surfaces remain relatively inert even in corrosive environments.
Electrophoresis (E-coating) uses electrical current to deposit paint particles uniformly across complex shapes, including the interior surfaces of hollow aluminum tubes. This process excels at providing consistent coverage in hard-to-reach areas where spray coating would miss. It's particularly valuable when both interior and exterior surfaces need protection.
Mill Finish means no applied treatment beyond the natural oxide layer that forms upon exposure to air. While this is the lowest-cost option, it's generally suitable only for interior applications or situations where the aluminum will receive further processing. Mill finish surfaces can show handling marks and lack the corrosion resistance needed for outdoor exposure.
Here's how these surface treatment options compare across the factors that matter most when specifying extruded aluminum tubes:
| Surface Treatment | Durability | Relative Cost | Aesthetic Options | Best Applications |
|---|---|---|---|---|
| Clear Anodizing | Excellent (abrasion-resistant) | Low-Medium | Natural metallic appearance | Architectural trim, storefronts, industrial equipment |
| Colored Anodizing | Excellent | Medium | Bronze, black, gold, custom colors | Window frames, railings, decorative panels |
| Hard-Coat Anodizing | Superior (maximum hardness) | Medium-High | Gray to dark charcoal | Wear parts, sliding components, pneumatic cylinders |
| Powder Coating | Very Good | Medium | Unlimited colors, textures available | Furniture, enclosures, moderate outdoor exposure |
| PVDF Coating | Excellent (chemical/UV resistant) | High | Wide color range including metallics | Curtain walls, roofing, long-term exterior exposure |
| Electrophoresis | Very Good | Medium | Limited colors, typically primers | Automotive parts, complex shapes needing full coverage |
| Mill Finish | Basic (natural oxide only) | Lowest | Natural aluminum appearance | Interior use, parts receiving secondary finishing |
Your choice ultimately depends on balancing performance requirements against budget constraints. For high-visibility architectural projects requiring long-term color retention, PVDF justifies its premium cost. For industrial applications where abrasion resistance matters more than color variety, anodized aluminum tubing delivers proven performance. And when you need a specific brand color or unique texture, powder coating's flexibility makes it the practical choice.
A knowledgeable supplier can guide you toward the optimal finish—and may offer combinations, such as anodizing by powder coating, that provide benefits neither treatment offers alone. As you move forward in your supplier evaluation, surface treatment capabilities should rank high on your qualification checklist.

You've defined your alloy requirements and surface finish specifications. Now comes the decision that ties everything together: choosing the right supplier to manufacture your extruded aluminum tubes. This choice directly impacts product quality, delivery reliability, and your total project cost—yet surprisingly few resources provide systematic guidance on how to evaluate potential partners.
Whether you're wondering where to buy aluminum extrusion for a new project or considering switching from your current source, a structured evaluation approach helps you compare aluminum tubing manufacturers objectively. Let's walk through the essential criteria that separate capable suppliers from those who might leave you scrambling to meet deadlines.
A qualified aluminum pipe manufacturer offers much more than basic extrusion services. Top-tier extruded aluminium suppliers function as technical partners—supporting precision manufacturing, providing engineering collaboration, and delivering integrated production capabilities that align with your project requirements.
Manufacturing Capabilities and Press Capacity
Start by evaluating the supplier's production equipment. Press tonnage determines what profiles they can manufacture—and whether they can handle your specific requirements. Ask these questions:
Quality Certifications and Testing
Quality management systems provide objective evidence of a supplier's process control and commitment to consistency. At minimum, look for ISO 9001 certification. For automotive applications, IATF 16949 demonstrates compliance with automotive-specific quality requirements. Aerospace and defense projects may require AS9100 certification.
Beyond certifications, investigate in-house testing capabilities. Can they perform tensile strength testing, dimensional inspection using coordinate measuring machines (CMM), salt spray resistance checks, and hardness verification? A strong QA program helps minimize rejects, warranty issues, and downstream production interruptions.
Surface Treatment Options
Full-service aluminum pipe distributors deliver in-house surface finishing capabilities. Verify whether they offer the treatments your application demands—anodizing (clear, colored, hard-coat), powder coating, PVDF coating, electrophoresis, or specialized finishes. Working with a single supplier for both extrusion and finishing improves consistency, reduces lead times, and simplifies coordination.
Technical Support and Engineering Collaboration
Early-stage technical support can significantly improve your final product while reducing costly tooling revisions. Evaluate whether the supplier offers:
A supplier who can identify potential issues during the design phase—before you've invested in tooling—provides value that extends far beyond their per-pound pricing.
Lead Times and Minimum Order Quantities
Delivery reliability matters as much as product quality for most B2B buyers. Evaluate the supplier's raw material sourcing, inventory control, and logistics planning. Ask about lead time consistency and how they handle demand spikes or supply disruptions. Suppliers with diversified material sources, automated tracking systems, and local warehousing options are typically more reliable and scalable.
Minimum order quantities (MOQs) significantly affect your aluminum extrusion supply strategy. Some suppliers focus on high-volume production runs, while others accommodate smaller batches for prototyping or specialty applications. Match the supplier's MOQ requirements to your actual demand patterns.
The decision between domestic and international suppliers involves trade-offs that extend well beyond unit pricing. Understanding these factors helps you make a choice grounded in facts rather than assumptions.
When Domestic Suppliers Win
U.S.-based aluminum tubing manufacturers tend to excel when your projects demand:
For projects requiring strict documentation, traceability, or frequent iteration, domestic sourcing isn't just faster—it's often safer from a risk management perspective.
When International Suppliers Make Sense
Offshore extrusion mills remain competitive under specific conditions. If your demand is steady, high-volume, and price-sensitive, importing can deliver meaningful savings—provided you have the working capital to manage longer inventory pipelines.
However, those unit price advantages must be weighed against real costs that don't appear on the initial quote:
An eight-week ocean cycle that forces you to carry two extra months of inventory at an 18 percent annual cost can erase a 5 to 8 percent price advantage overnight. Smart sourcing teams now calculate total landed cost (TLC) rather than focusing solely on per-pound pricing.
Hybrid Sourcing Strategies
Many OEMs and fabricators now run dual-source models: domestic suppliers handle prototypes, short runs, and compliance-covered work, while offshore partners manage steady-state production for cost efficiency. You can also cut master dies domestically for IP protection, then send licensed replicas overseas once qualified. This approach balances cost control with supply chain resilience.
Before committing to any aluminum pipe manufacturers, work through this qualification checklist to assess their capabilities objectively:
Building a weighted scoring system across these categories helps you prioritize the factors most important to your specific application—whether that's custom profile support, surface treatment options, or logistics experience.
With your supplier evaluation framework in place, you're ready to request quotes and begin meaningful comparisons. Understanding the cost factors that influence aluminum tube extrusion pricing will help you interpret those quotes accurately and identify opportunities to optimize your specifications.
When you receive quotes from aluminum tube extrusion suppliers, the numbers can vary dramatically—sometimes by 30% or more for seemingly similar profiles. What explains this spread? Understanding the cost structure behind extruded aluminum pricing helps you interpret quotes accurately, negotiate effectively, and make informed trade-offs between performance requirements and budget constraints.
Whether you're looking to buy aluminum tubing for a new project or evaluating aluminum tubes for sale from multiple sources, knowing what drives pricing puts you in a stronger position. Let's break down the factors that shape your final cost, ranked from highest to lowest impact on your bottom line.
Die tooling is one of the most misunderstood cost components when sourcing aluminum tube stock. For standard profiles, suppliers often have existing dies in their library—eliminating tooling costs entirely. But custom profiles require new dies made from scratch, and this upfront investment significantly impacts your project economics.
Tooling costs for typical architectural and industrial applications range from $400 to $1,000. Larger profiles requiring 2,000-4,000 ton presses may push die costs as high as $2,000. Complex hollow dies with multiple cavities can reach $5,000 or more. Normal tool turnaround time runs 3-4 weeks, with production following within a week of sample approval.
Here's the critical insight: tooling cost per unit is highly volume-sensitive. If you invest $2,000 in a die and extrude 20,000 kg through it, your tooling cost amounts to just $0.10 per kg. But if you only produce 2,000 kg, that same die adds $1.00 per kg to your cost—a tenfold difference. This math explains why minimum order quantities exist and why larger orders unlock substantially better pricing.
Some suppliers offer tooling cost rebates if you purchase a stipulated volume within two years. Most won't charge for replacement dies after the original wears out, provided orders continue. When evaluating aluminum tube sales quotes, ask specifically about tooling policies and amortization options.
Order volume is perhaps your most powerful lever for reducing per-unit cost when you buy aluminum tube profiles. The economics are straightforward: fixed costs (tooling, press setup, order processing) get distributed across more pieces, and production efficiencies improve as run lengths increase.
In practice, per-meter costs can drop by 10-30% when moving from small orders (say 500 meters) to larger orders (5,000 meters or more). Some suppliers will waive setup charges entirely when you exceed certain volume thresholds because larger runs allow them to spread fixed costs and optimize production scheduling.
However, ordering more isn't always the right answer. Consider these trade-offs:
Custom vs. Standard Profile Economics
Standard aluminum extrusion profiles—those already in a supplier's die library—cost 30% to 50% less than custom profiles for the same material weight. You pay only for material, extrusion, and finishing, without tooling investment. Availability is typically faster too, since no die development is required.
Custom aluminum tubing makes economic sense when standard profiles can't meet your functional requirements, when optimized designs reduce material usage enough to offset tooling costs, or when high volumes justify the upfront investment. If your project needs specific extruded aluminum sizes that aren't commercially available, custom extrusion becomes necessary regardless of cost premium.
Optimizing Your Specifications
You can improve cost-effectiveness without sacrificing performance by making smart specification choices:
The suppliers who provide the best value aren't necessarily those with the lowest per-pound price. They're the ones who help you optimize your specifications, suggest cost-saving alternatives, and deliver consistent quality that avoids the hidden costs of rejects and rework. As you move forward with your sourcing, consider how each potential partner approaches cost transparency and collaborative optimization.
Now that you understand the cost factors shaping your quotes, let's explore where these aluminum pipe and tube products actually go to work. Extruded aluminum tubes serve remarkably diverse applications—from the window frames in commercial buildings to critical components in aircraft fuselages. Each industry brings unique requirements for tolerances, certifications, and surface finishes. Understanding these differences helps you specify the right combination of alloy, finish, and supplier capabilities for your specific use case.
The lightweight yet strong nature of aluminum extrusion shapes makes them valuable across sectors where weight reduction, corrosion resistance, or design flexibility matter. Whether you're sourcing structural components or decorative trim, knowing how your industry peers use these materials provides useful context for your own specifications.
The building industry represents one of the largest markets for extruded aluminum shapes. Architects and contractors favor aluminum for its combination of durability, corrosion resistance, and aesthetic appeal—properties that ensure long-term performance in exposed applications.
Architectural applications typically prioritize surface quality and finish consistency over maximum strength. Tolerances are generally standard, but visual appearance matters significantly—making 6063 alloy the default choice for its excellent surface characteristics.
Beyond construction, aluminum extruded shapes serve critical functions across manufacturing, transportation, and high-performance sectors. Each industry brings specific demands that influence alloy selection, tolerance requirements, and certification needs.
Notice how requirements vary dramatically across these sectors. An extruded aluminum frame for retail displays might use standard tolerances and basic mill finish, while aerospace components demand precise dimensional tolerances with full material certification and traceability. Your supplier's experience in your specific industry matters—they'll understand the unstated expectations and certification requirements that might not appear in your initial specifications.
When evaluating aluminum tube extrusion suppliers, ask about their experience in your target industry. A supplier with proven aerospace credentials brings different value than one specializing in architectural systems. Matching supplier expertise to your application requirements improves the likelihood of first-time success and reduces the risk of costly specification mismatches.
You've evaluated suppliers, compared alloys, and explored surface treatments. Now comes the moment where precise communication determines whether your aluminum tube extrusion arrives ready to use—or requires costly rework. Specifying dimensional tolerances correctly is where many projects succeed or stumble, yet it's one of the least discussed aspects of the sourcing process.
Getting tolerances wrong creates problems in both directions. Specify too loose, and your aluminum round tube won't fit mating components. Specify too tight, and you'll pay premium pricing for precision you don't actually need. The goal is matching your specifications to functional requirements—nothing more, nothing less.
Industry standard tolerances for aluminum extrusions were developed by The Aluminum Association and the American National Standards Institute (ANSI). These tolerances, published in ANSI H35.2 and Aluminum Standards and Data (ASD), reflect what extruders can consistently achieve under normal manufacturing conditions.
For most applications, standard tolerances work perfectly well. They account for natural variations in the extrusion process while maintaining functional performance. Here are typical rules of thumb for hollow aluminum tube profiles:
When do you need tighter tolerances? Consider custom specifications when your aluminum round tubing must interface precisely with machined components, when assembly automation requires consistent fit, or when structural calculations depend on exact wall thickness. Aerospace and automotive applications frequently demand tighter controls than standard specs allow.
However, achieving tighter mechanical tolerances requires significant modifications to extrusion dies, slower extrusion rates, increased inspections, and sometimes higher rejection rates. All of this translates to higher costs. Before requesting custom tolerances, honestly evaluate whether your application genuinely requires them.
The following table shows standard diameter tolerances for seamless extruded aluminum tube round profiles based on industry specifications:
| Specified Diameter (inches) | Deviation of Mean from Specified (±inches) | Maximum Deviation at Any Point (±inches) |
|---|---|---|
| 0.500 - 0.999 | 0.010 | 0.020 |
| 1.000 - 1.999 | 0.012 | 0.025 |
| 2.000 - 3.999 | 0.015 | 0.030 |
| 4.000 - 5.999 | 0.025 | 0.050 |
| 6.000 - 7.999 | 0.035 | 0.075 |
| 8.000 - 9.999 | 0.045 | 0.100 |
Notice how tolerances widen as aluminum tube dimensions increase. This reflects the physical reality of the extrusion process—larger profiles are inherently more difficult to control precisely. When reviewing aluminium pipe sizes for your project, factor these tolerance ranges into your design calculations.
Clear communication prevents costly misunderstandings. Whether you're providing CAD drawings, blueprints, or written specifications, the accuracy of your documentation plays a critical role in the quality and cost of the finished product.
When specifying aluminum extrusion sizes and hollow aluminum tube profiles, include these essential details:
If you don't have internal CAD capabilities, work with a manufacturer that has a design team. Many experienced suppliers offer engineering support to help translate your functional requirements into manufacturable specifications.
One critical tip: always provide the final version of your drawings, not preliminary drafts. This simple decision will prevent changes during the actual production process and avoid delays when the manufacturer must restart work based on revised specifications.
Before any purchase order is finalized, the extrusion purchaser and the extruder should fully understand any special mechanical tolerances. Discuss all critical dimensions directly with your supplier's engineering team. An experienced aluminum tube extrusion supplier may suggest design modifications that achieve your functional requirements while staying within achievable manufacturing limits—saving you money without compromising performance.
With your tolerances and dimensions clearly specified, you're ready to take the final step: partnering with a supplier who can bring your aluminum tube requirements to life efficiently and reliably.
You've worked through alloy selection, surface treatments, tolerance specifications, and cost factors. Now it's time to translate that knowledge into action. Finding the right aluminum tubing supply partner isn't just about checking boxes—it's about identifying a manufacturer whose capabilities align precisely with your project requirements, timeline, and budget. The difference between a good supplier and a great one often comes down to comprehensive capabilities that eliminate coordination headaches and deliver consistent results.
Whether you need a single prototype or ongoing production runs of custom aluminum tubing, your supplier choice determines project success. Let's explore what separates full-service extrusion partners from basic commodity suppliers—and how to take your next sourcing step with confidence.
The most efficient sourcing relationships happen when a single supplier handles everything from initial die development through mass production and finishing. This integrated approach eliminates the coordination complexity of managing multiple vendors, reduces lead times, and ensures consistent quality across all production stages.
Consider what comprehensive capabilities look like in practice. Shengxin Aluminium exemplifies the full-service model with over 30 years of industry experience. Their facility operates 35 advanced extrusion presses ranging from 600T to 5500T—giving them flexibility to produce everything from delicate architectural trim to heavy-walled industrial profiles. State-of-the-art CNC machining centers handle precise cutting, drilling, and bending operations in-house, while their surface treatment capabilities span anodizing (including custom colors like champagne and rose gold), powder coating, PVDF coating, and micro-arc oxidation for superior durability.
This kind of vertical integration matters because it provides end-to-end support from technical consultation through final delivery. When your aluminum tube supply comes from a facility controlling every production stage, you benefit from streamlined communication, faster problem resolution, and accountability that fragmented supply chains simply cannot match.
When evaluating potential partners, look for these essential capabilities that indicate a truly comprehensive supplier:
Suppliers meeting these criteria function as true partners rather than transactional vendors. They bring expertise that helps you optimize designs, avoid costly mistakes, and achieve better outcomes than you could manage alone.
Armed with the knowledge from this guide, you're ready to approach the aluminum tube supply market with confidence. Here's how to move forward effectively:
Prepare Your Requirements Documentation: Before reaching out to suppliers, compile your specifications clearly. Include profile dimensions, alloy preferences, tolerance requirements, surface finish needs, and estimated volumes. The more precise your initial inquiry, the more accurate and comparable your quotes will be.
Request Capability Discussions: Don't just ask for pricing—schedule technical conversations to evaluate engineering support quality. A supplier who asks thoughtful questions about your application and suggests optimization opportunities demonstrates the collaborative approach that leads to better outcomes.
Validate with Samples: Before committing to production volumes, request sample extrusions to verify dimensional accuracy, surface quality, and material consistency. Physical samples reveal capabilities that quotes and certifications cannot.
Evaluate Total Value: Remember that the lowest per-pound price rarely represents the best value. Factor in tooling policies, lead time reliability, technical support quality, and the hidden costs of managing fragmented supply chains. Extruded aluminium from a full-service partner often delivers better total economics than commodity pricing from limited-capability suppliers.
Consider Long-Term Partnership Potential: Your needs may evolve—new products, different aluminum extruded profiles, changing volumes. Choosing a supplier with broad capabilities positions you for growth without the disruption of switching vendors.
The aluminum extrude process transforms raw billets into precision components that serve countless applications. Finding the right partner to execute that transformation—with the technical expertise, manufacturing capacity, and service commitment your projects demand—is the final piece of successful sourcing.
Whether you're specifying aluminum channel extrusions for architectural systems or precision tubes for industrial equipment, the framework in this guide helps you evaluate options objectively and make decisions grounded in facts rather than assumptions. Your ideal aluminum tube extrusion supplier is out there—now you know exactly how to find them.
6061 aluminum offers higher tensile strength (310 MPa vs 241 MPa) making it ideal for structural and load-bearing applications like automotive chassis. 6063 aluminum provides superior extrudability and surface finish quality, making it the preferred choice for architectural applications requiring anodizing or decorative finishes. Both alloys are cost-effective and widely available, but your choice depends on whether you prioritize strength or aesthetics.
Domestic suppliers excel when you need short lead times (3-8 weeks), frequent design changes, or must comply with Build America Buy America requirements. International suppliers may offer lower unit pricing for steady high-volume orders. However, factor in ocean freight, Section 232 tariffs (potentially 50-100%), inventory carrying costs during 8+ week transit, and quality control challenges. Calculate total landed cost rather than focusing solely on per-pound pricing.
At minimum, look for ISO 9001 certification demonstrating quality management standards. Automotive applications require IATF 16949 certification, while aerospace projects need AS9100 compliance. Beyond certifications, verify in-house testing capabilities including tensile strength testing, CMM dimensional inspection, salt spray resistance testing, and hardness verification. Full-service suppliers like Shengxin Aluminium combine these certifications with integrated extrusion, machining, and surface treatment capabilities.
Raw aluminum billet cost accounts for 60-75% of total pricing and fluctuates with global markets. Die tooling investment ranges from $400-$5,000 depending on complexity and gets amortized across order volume. Surface treatments add $1,200-$1,400 per metric ton. Order volume significantly impacts per-unit cost—moving from 500 to 5,000 meters can reduce costs by 10-30%. Standard profiles from existing die libraries cost 30-50% less than custom designs.
Common options include clear anodizing for natural metallic appearance, colored anodizing for bronze, black, or custom shades, and hard-coat anodizing for maximum wear resistance. Powder coating offers unlimited colors and textures at medium cost. PVDF coating provides premium UV and chemical resistance for long-term exterior exposure. Electrophoresis ensures uniform coverage on complex shapes. Suppliers like Shengxin Aluminium also offer specialized treatments like micro-arc oxidation for superior durability.




 Інтернет-сервіс
Інтернет-сервіс 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 Українська
Українська English
English français
français Deutsch
Deutsch русский
русский español
español português
português العربية
العربية ไทย
ไทย Việt
Việt










