

Ever wondered how your laptop stays cool during heavy use? Or how LED lights maintain their brightness without overheating? The answer often lies in a specialized thermal management component called an aluminum heatsink extrusion. These engineered profiles work silently behind the scenes, drawing heat away from sensitive electronics and releasing it safely into the surrounding air.
An aluminum heatsink extrusion is a thermal management component created by heating aluminum billets and forcing them through precision-shaped dies to produce finned profiles specifically designed to dissipate heat from electronic devices.
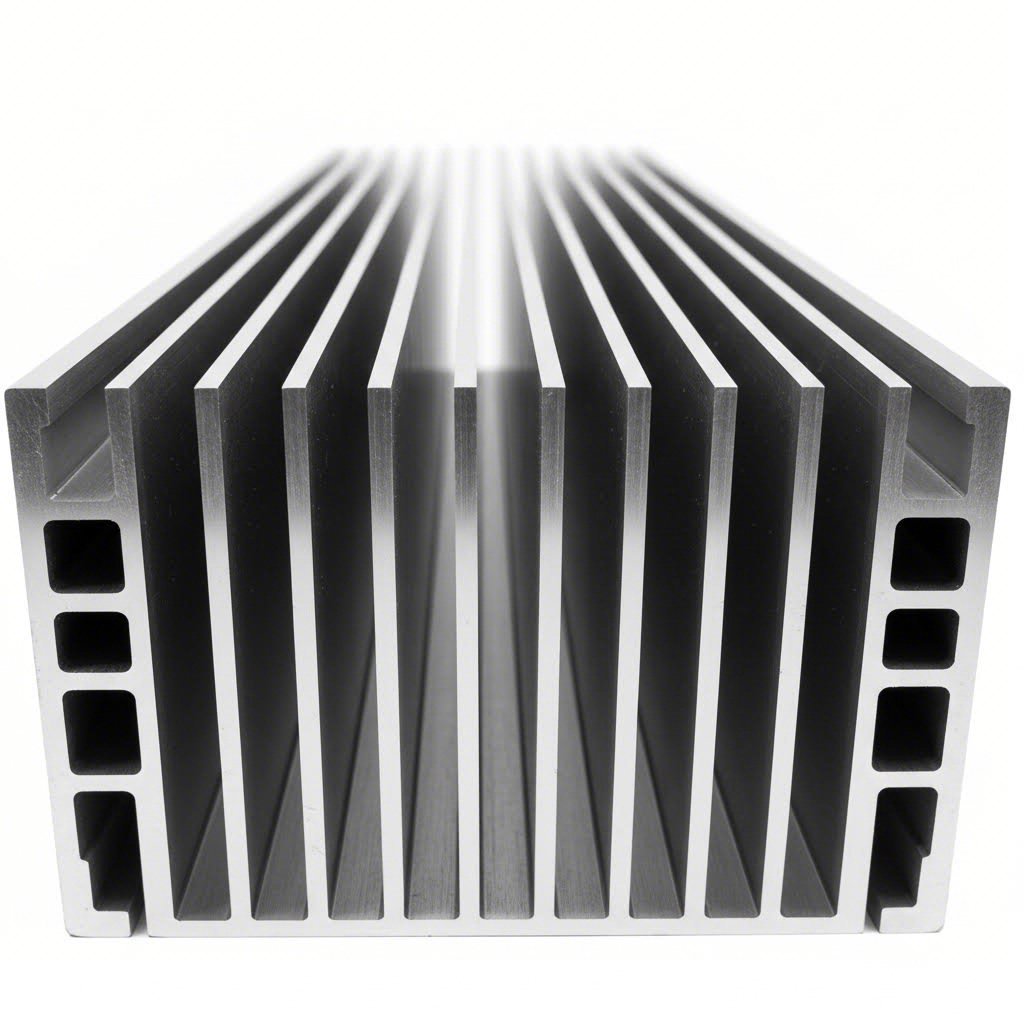
The concept is elegantly simple. Manufacturers take solid aluminum billets, heat them to a malleable state, and push them through custom-designed dies. The result? Complex cross-sectional profiles with integrated fins that would be impossible or prohibitively expensive to achieve through other manufacturing methods.
So why aluminum? This material strikes an ideal balance of three critical factors:
Imagine squeezing toothpaste through a shaped nozzle. The extrusion process works similarly, but with heated aluminum and industrial-scale precision. The heated billet flows through a die that determines the exact shape of the extruded heat sink profile, including fin height, spacing, and base thickness.
The magic happens through a fundamental principle of heat transfer. When an electronic component generates heat, the aluminum base absorbs that thermal energy through conduction. The integrated fins then dramatically increase the surface area exposed to surrounding air. More surface area means more contact with cooler air, allowing heat to escape through convection.
Consider this: a flat aluminum plate might have limited cooling capacity. But add a series of carefully designed fins, and you've multiplied the available surface area many times over. Research shows that the more surface area a heatsink has, the better its overall performance, though real-world results depend heavily on design and application specifics.
The heat transfer process relies on three mechanisms working together:
This combination of optimized material properties and intelligent fin geometry makes extruded aluminum heat sinks the go-to solution for applications ranging from consumer electronics to industrial power systems. The extrusion process enables complex fin geometries that maximize cooling efficiency while keeping manufacturing costs manageable for both prototype and production volumes.

Understanding how extruded aluminum heatsink profiles come to life reveals why this manufacturing method dominates thermal management applications. The journey from raw aluminum billet to precision cooling component involves carefully orchestrated steps, each influencing the final product's thermal performance.
Think of it like baking bread. You need the right ingredients, proper temperatures, and precise timing. Skip a step or rush the process, and you won't get the results you're after. The same applies to creating heatsink extrusion profiles that perform reliably under demanding thermal loads.
The process begins with a solid cylindrical log of aluminum alloy called a billet. These billets typically measure 6 to 9 inches in diameter and can weigh several hundred pounds. Before any shaping occurs, manufacturers must prepare both the aluminum and the tooling that will form it.
Here's the complete sequence that transforms raw material into a functional extrusion heat sink:
While every step matters, die design and press capacity deserve special attention when producing extruded aluminum heat sink material. These factors directly determine what's possible in terms of fin geometry and thermal performance.
Die design considerations for thermal profiles:
The extrusion die is essentially a steel disk with a precisely machined opening that shapes the aluminum. For heatsink heat sink applications, die designers must balance several competing requirements:
Complex heatsink profiles often use hollow or semi-hollow die configurations. According to industry specialists, hollow dies incorporate mandrels that create internal cavities, while semi-hollow designs combine solid and hollow features within the same cross-section.
How press tonnage affects capabilities:
The extrusion press's tonnage rating determines what profiles can be produced. Higher tonnage presses generate greater force, enabling:
A press rated at 600 tons handles simpler, smaller heatsink profiles efficiently. Meanwhile, profiles requiring high aspect ratio fins or large cross-sectional areas may demand presses in the 3,000 to 5,500 ton range. This is why manufacturers offering diverse heatsink extrusion profiles typically operate multiple presses across a wide tonnage spectrum.
The extrusion ratio provides a useful indicator of manufacturing complexity. This ratio compares the billet's cross-sectional area to the finished profile's area. Higher ratios mean more mechanical work occurs during extrusion, requiring greater press pressure and more sophisticated die design.
With the manufacturing process understood, the next critical decision involves selecting the right aluminum alloy. Different alloys offer distinct advantages in thermal conductivity, strength, and extrudability, directly impacting how well your heatsink performs in its intended application.
You've seen how the extrusion process shapes raw aluminum into precision cooling profiles. But here's a question that often gets overlooked: which aluminum alloy should you actually use? The answer significantly impacts your heatsink's thermal performance, manufacturing ease, and final cost.
Not all aluminum is created equal. The two most common alloys for heat sinks are 6063 and 6061, and choosing between them involves understanding their distinct properties. Get this decision wrong, and you might end up with heatsinks that underperform or cost more than necessary.
When thermal performance matters most, 6063-T5 holds a clear advantage. This alloy delivers approximately 201 W/mK of thermal conductivity compared to 6061's 167 W/mK. That's roughly a 20% improvement in heat transfer capability, which can make a meaningful difference in demanding applications.
Why does this gap exist? According to industry analysis, 6063's chemical composition allows heat to flow with less resistance through the metal structure. The alloy contains less magnesium and silicon than 6061, resulting in fewer obstacles to thermal energy movement.
Beyond raw conductivity numbers, 6063 offers superior extrudability. It flows more smoothly through extrusion dies, enabling manufacturers to create:
This better extrusion behavior also means 6063 aluminum heatsinks typically show excellent anodizing results. The surface accepts anodic coatings uniformly, creating consistent color and texture across the entire profile. For applications where appearance matters alongside thermal function, this characteristic proves valuable.
So when would you choose 6061 over 6063? The answer comes down to mechanical requirements. 6061 aluminum provides significantly higher tensile strength, making it the better choice when heatsinks must also serve structural purposes or withstand substantial mechanical loads.
Consider these scenarios:
The following table provides a comprehensive comparison to guide your aluminum heat sink material selection:
| Property | 6063-T5 | 6061-T6 |
|---|---|---|
| Thermal Conductivity | ~201 W/mK | ~167 W/mK |
| Tensile Strength | ~186 MPa | ~310 MPa |
| Extrudability Rating | Excellent | Good |
| Anodizing Quality | Superior finish, consistent color | May show streaks or variation |
| Machinability | Easier cutting, smoother results | Harder to machine, more tool wear |
| Typical Applications | Standard heatsinks, LED fixtures, electronics enclosures | Structural components, high-load environments |
| Relative Cost | Standard pricing | Slightly higher |
Understanding temper designations:
You'll notice the "T5" and "T6" suffixes in alloy specifications. These temper designations indicate the heat treatment applied after extrusion:
For most heatsink applications, T5 temper provides sufficient mechanical properties while optimizing thermal performance. The T6 temper becomes necessary only when structural demands justify the additional processing.
Here's an important consideration that specialists often emphasize: don't rely solely on conductivity numbers when selecting your aluminium heatsink material. A well-designed 6063 profile with optimized fin geometry will outperform a poorly designed 6061 heatsink every time. The alloy choice matters, but smart design matters more.
Even within the same alloy family, thermal conductivity can vary by 5-15% based on manufacturing parameters and grain structure. Working with experienced manufacturers who understand these nuances helps ensure your finished heatsinks perform as expected.
With alloy selection clarified, another important question emerges: how do extruded heatsinks compare to alternative manufacturing methods? Understanding these trade-offs helps you determine whether extrusion is truly the right approach for your specific thermal management challenge.
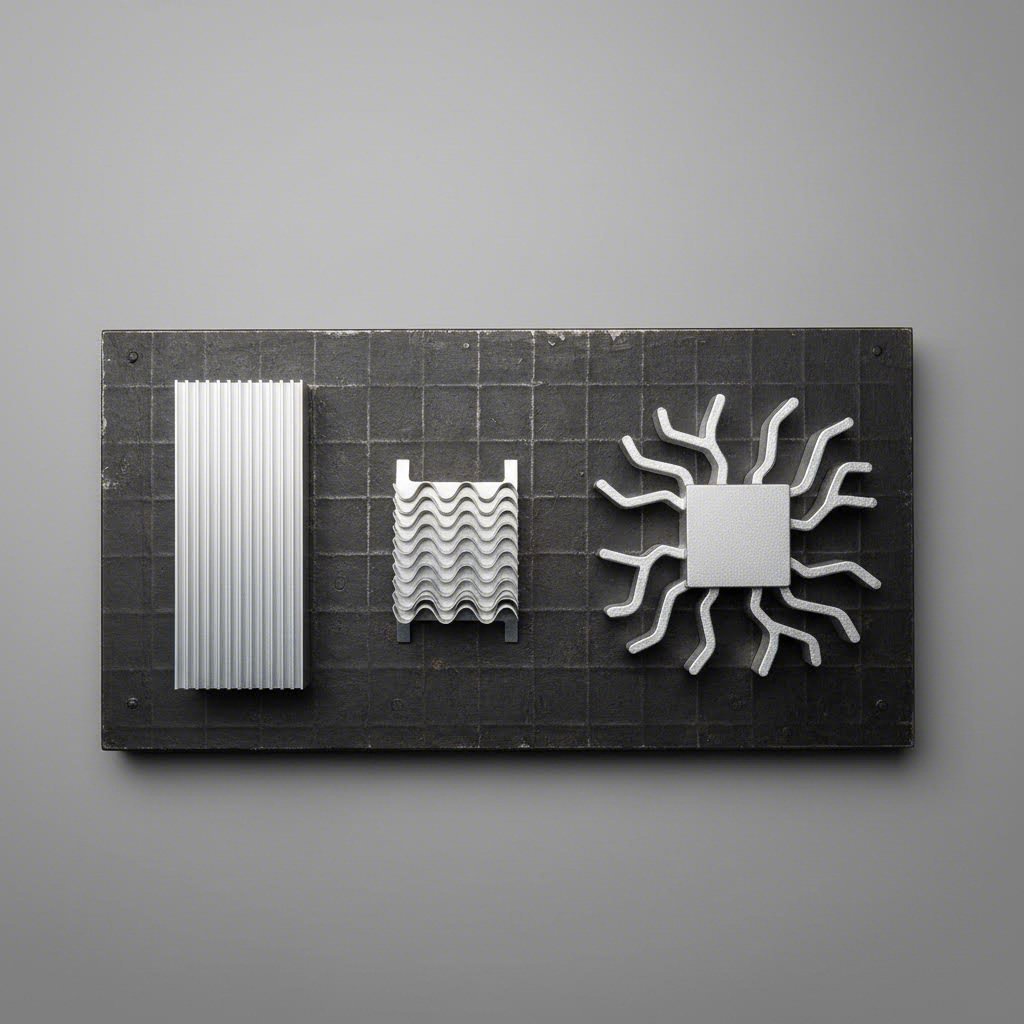
Now that you understand alloy selection, a bigger question remains: is extrusion actually the right manufacturing method for your project? After all, several competing approaches exist, each with distinct advantages. Making an informed choice requires understanding how extruded heatsinks stack up against alternatives like stamping, die-casting, skiving, and bonded-fin assemblies.
Here's the reality: no single manufacturing method wins in every scenario. The best choice depends on your specific balance of thermal performance requirements, budget constraints, design complexity, and production volume. Let's break down each option so you can identify which approach fits your application.
Stamped heatsinks represent the budget-friendly end of the spectrum. Manufacturers create these by cutting and forming thin metal sheets using a stamping press. The process is fast, highly automatable, and extremely cost-effective for high volumes. However, there's a significant trade-off: stamped heat sinks deliver limited thermal performance. The thin material and simple geometries restrict surface area, making them suitable only for low-power applications where modest cooling suffices.
Die-casting takes a different approach entirely. This method injects molten aluminum into precision molds, enabling complex three-dimensional shapes that would be impossible to extrude. Need mounting bosses, internal channels, or irregular base geometries? Die-casting can deliver these features in a single operation. The catch? Die-cast aluminum typically exhibits lower thermal conductivity than extruded alternatives due to porosity and grain structure differences inherent to the casting process. According to thermal management specialists, die-cast heatsinks also involve higher tooling costs, making them economical primarily for very high production volumes.
Extruded heat sinks occupy the middle ground. The extrusion process produces consistent cross-sections with excellent thermal properties at moderate cost. While you can't achieve the geometric freedom of die-casting, extrusion handles most finned heatsink designs efficiently. Custom extrusion dies cost significantly less than die-casting molds, making the method accessible for medium-volume production runs.
Beyond stamping and die-casting, two high-performance alternatives deserve attention: skived and bonded-fin heatsinks. Understanding where these methods excel helps clarify when extruded heat sink profiles remain the optimal choice.
Skived heatsinks are machined from solid metal blocks using precision cutting tools that shave thin fins directly from the base material. This technique achieves remarkably high fin density, with fins as thin as 0.2mm spaced closely together. The result? Superior thermal performance in compact spaces. Testing indicates skived heatsinks can outperform similarly-sized extruded versions by 30-50% in natural convection scenarios. However, skived heatsinks typically cost 40-60% more than extruded equivalents, and the process works best with copper rather than aluminum.
Bonded-fin assemblies attach individually manufactured fins to a separate base plate using adhesives, brazing, or soldering. This approach offers tremendous design flexibility since you can mix materials, vary fin spacing across the heatsink, and achieve very high fin densities. As industry resources note, bonded-fin designs enable using aluminum fins on copper bases or even combining different fin geometries within a single assembly. The downside? The thermal interface between fins and base introduces additional resistance, and manufacturing costs run considerably higher than extrusion.
The following comparison highlights how each manufacturing method performs across key evaluation criteria:
| Factor | Extruded | Stamped | Die-Cast | Skived | Bonded-Fin |
|---|---|---|---|---|---|
| Manufacturing Cost | Low to Medium | Very Low | Medium to High | High | High |
| Thermal Performance | Good to High | Low | Medium | Very High | High |
| Design Flexibility | Moderate (2D profiles) | Limited | High (3D shapes) | Moderate | Very High |
| Minimum Order Quantity | Low to Medium | High | High | Low | Medium |
| Lead Time | Short to Medium | Short | Long (tooling) | Medium | Medium to Long |
| Best Volume Range | 100 to 100,000+ units | 10,000+ units | 50,000+ units | 10 to 10,000 units | 100 to 10,000 units |
When does extrusion make the most sense?
Extruded heatsinks deliver the best value when your application meets these criteria:
When should you consider alternatives?
For approximately 70-80% of thermal management applications, extruded heatsinks represent the optimal balance of performance, cost, and manufacturing practicality. The extrusion process accommodates custom profiles without excessive tooling expense, delivers consistent quality across production runs, and provides thermal performance that satisfies most electronics cooling requirements.
Once you've committed to an extruded finned heatsink design, the raw extrusion is just the beginning. Secondary operations transform these profiles into finished components ready for integration, adding mounting features, surface treatments, and precision dimensions that the base extrusion alone cannot provide.
A freshly extruded heatsink profile emerging from the press looks impressive, but it's far from ready for installation. Think of it like a rough diamond: the basic form exists, but significant work remains before it becomes a functional component. Secondary operations bridge this gap, transforming raw extrusions into precision-finished products complete with mounting features, threaded holes, and performance-enhancing surface treatments.
These post-extrusion processes often determine whether an extruded heatsink meets your application requirements. Understanding what's available helps you specify the right combination of operations for your thermal management needs.
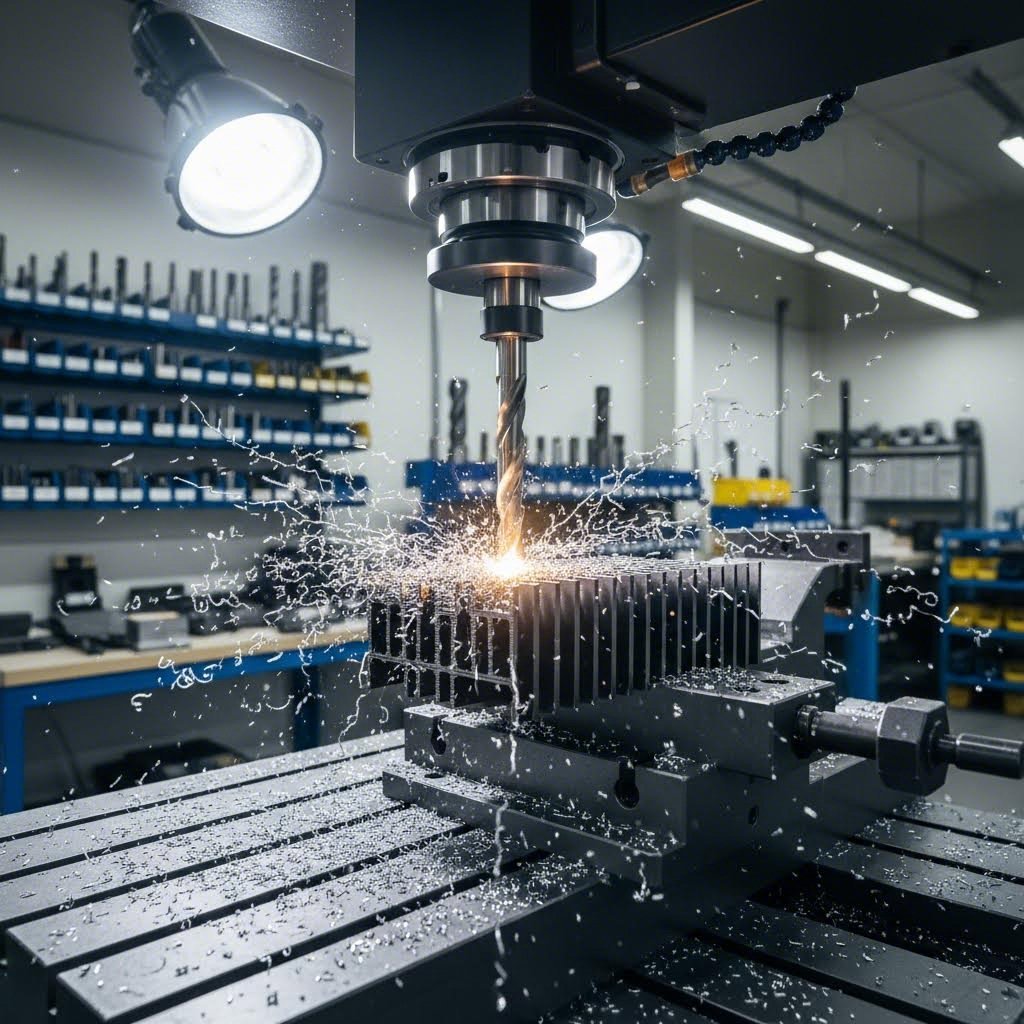
Raw extrusions arrive in standard lengths, typically 8 to 21 feet. Converting these into usable heatsink profiles requires a series of mechanical operations. Here's what happens after the aluminum leaves the extrusion press:
CNC machining centers handle most of these operations with high repeatability. Modern multi-axis machines can complete drilling, tapping, milling, and counterboring in a single setup, reducing handling time and ensuring consistent hole placement across production runs.
For aluminum heat sink fins that require precise flatness, fly cutting deserves special attention. This process uses a rotating cutter to skim the base surface, achieving flatness specifications as tight as 0.05mm across the mounting area. Better flatness means reduced thermal resistance at the interface between your heatsink profile and the heat-generating component.
Surface finishing does more than improve appearance. The right treatment can boost thermal performance, extend service life, and provide electrical isolation. Here are the primary options:
Anodizing: This electrochemical process thickens aluminum's natural oxide layer, creating a hard, corrosion-resistant surface. According to thermal management specialists, anodizing transforms raw aluminum's emissivity from approximately 0.05 to around 0.85. This dramatic increase significantly improves radiative heat transfer, particularly beneficial for passive cooling applications without fans.
Black anodizing proves especially effective. Research indicates that black anodized aluminum can achieve emissivity values between 0.85 and 0.95. In practical terms, this means an extruded heatsink with black anodizing can improve radiative heat transfer by 25-30% compared to bare aluminum in natural convection environments.
However, there's an important nuance. Anodizing creates an aluminum oxide layer with lower thermal conductivity than pure aluminum. For conduction-dominated applications where the heatsink mounts directly to a hot surface, this thin layer introduces slight thermal resistance. The impact is typically minimal, but designers should weigh this consideration against the radiative benefits.
Powder coating: While powder coating provides excellent corrosion protection and aesthetic options, it acts as a thermal insulator. Industry guidance recommends avoiding powder coating on heatsinks where thermal performance is critical. If appearance requires a colored finish, anodizing with dye achieves similar visual results without compromising heat transfer.
Specialized finishes: Beyond standard anodizing, manufacturers offer additional surface treatments:
Threading and mounting hole preparation require careful attention to ensure reliable attachment. Standard machine thread sizes (M3, M4, M5 in metric or #4-40, #6-32, 8-32 in imperial) accommodate common fasteners. Helicoil inserts can strengthen threads in aluminum when frequent assembly and disassembly is expected.
With secondary operations complete, your heatsink is ready for its intended application. But where exactly do these thermal management components find their homes? The range of industries relying on extruded aluminum cooling solutions may surprise you.

Where do all these carefully manufactured heatsink profiles actually end up? The answer spans virtually every industry that relies on electronics. From the smartphone in your pocket to industrial motor drives controlling factory equipment, extruded aluminum heat sinks work continuously to prevent thermal damage and maintain performance.
What makes these thermal solutions so versatile? The extrusion process allows manufacturers to create application-specific profiles optimized for each use case. A heat dissipator designed for LED lighting looks quite different from one engineered for power electronics, even though both start as the same aluminum alloy.
Consumer electronics represent one of the largest markets for extruded aluminum heat sink components. As devices become more powerful while shrinking in size, thermal management grows increasingly critical. Here's where you'll find these cooling profiles at work:
Power electronics applications present unique thermal challenges. Motor drives, inverters, and power modules often dissipate hundreds of watts continuously. These demanding environments require industrial heat sink solutions with substantial thermal mass and optimized fin geometries.
For power electronics, designers typically specify:
LED lighting has transformed the heatsink industry. Unlike traditional incandescent bulbs that radiate heat as infrared light, LEDs generate heat that must be conducted away from the junction. Without effective thermal management, LED performance degrades and lifespan shortens dramatically.
LED applications demand lightweight heatsink profiles that balance thermal performance with practical installation requirements. A ceiling-mounted LED fixture cannot support the same weight as a floor-standing industrial enclosure. This constraint pushes designers toward optimized fin geometries that maximize cooling per gram of aluminum.
As thermal management experts note, aluminum extrusion heat sinks provide an effective cooling solution for LED lighting fixtures, ensuring optimal thermal management while keeping overall fixture weight manageable.
Industrial equipment applications include:
How application requirements influence profile selection:
Different applications call for different heatsink profiles, and understanding these requirements helps you specify the right solution:
| Application | Fin Height | Fin Spacing | Base Thickness | Key Priority |
|---|---|---|---|---|
| LED Lighting | Low to Medium | Wide (natural convection) | Thin | Weight reduction |
| Consumer Electronics | Medium | Medium | Medium | Compact size |
| Power Electronics | High | Medium to Wide | Thick | Maximum thermal capacity |
| Telecommunications | Medium to High | Medium | Medium | Continuous reliability |
Mounting considerations across applications:
How a heatsink attaches to its heat source significantly impacts thermal performance. Common mounting approaches include:
The choice between these methods depends on your specific requirements. Industrial applications often favor mechanical fastening for reliability, while consumer electronics may prioritize clip systems for efficient assembly. Regardless of method, ensuring proper thermal interface between your component and heatsink remains essential for achieving expected performance.
With applications spanning such diverse industries, a natural question arises: should you use a standard off-the-shelf heatsink profile, or invest in custom tooling for an optimized design? The answer depends on factors we'll explore next.
You've identified your application, selected an alloy, and understand the manufacturing process. Now comes a pivotal decision: should you choose from existing standard profiles or invest in custom tooling? This choice affects not just your project budget, but also thermal performance, lead time, and long-term production costs.
Here's the good news: there's no universally right answer. The best approach depends entirely on your specific situation. Let's walk through the decision-making process so you can confidently choose the path that delivers optimal results for your aluminum extrusion heat sink project.
Standard heatsink extrusions offer compelling advantages that make them the right choice for many applications. Manufacturers maintain extensive libraries of proven profiles, ready for immediate production without tooling delays or upfront investment.
Consider standard profiles when your project meets these criteria:
The financial case for standard aluminum heat sink extrusion profiles becomes clear when you examine total costs. Custom extrusion dies typically require investment ranging from $500 to $5,000+ depending on complexity. For small production runs, this tooling cost spread across limited units significantly increases per-piece pricing.
Standard profiles also reduce risk during product development. According to industry specialists, for prototype runs and limited production, standard profiles almost always make financial sense. You can test thermal performance with off-the-shelf options before committing to custom tooling for production volumes.
When does custom tooling become the smarter investment? The answer typically involves some combination of volume, performance requirements, and space constraints that standard profiles simply cannot address.
Custom heatsink extrusions make sense when:
The custom die development process follows a structured path. As thermal management experts explain, engineering teams typically conduct feasibility evaluations, create modeling and drafting documentation, produce prototype samples for testing, iterate through design refinements, and then move to production. This systematic approach ensures your custom finned aluminum heat sink performs as expected before committing to full production.
Critical information manufacturers need:
When approaching suppliers about custom aluminum heat sink extrusion development, prepare these essential specifications:
Avoiding common design mistakes:
Even experienced engineers sometimes overlook critical factors when specifying custom heatsink extrusions. Here are mistakes that frequently compromise thermal performance:
Insufficient fin spacing for natural convection: According to thermal analysis specialists, the spacing between fins has a huge influence on heat dissipation rate. For natural convection applications, optimal fin spacing typically ranges from 8-12mm. Closer spacing restricts airflow as thermal boundary layers from adjacent fins merge, creating regions of warmer air that reduce heat transfer effectiveness.
Inadequate base thickness: The base plate spreads heat from concentrated sources across the fin array. Too thin a base creates hot spots directly above the heat source while outer fins remain underutilized. A general guideline: base thickness should be approximately 10-15% of the heatsink's overall width for effective thermal spreading.
Ignoring manufacturing constraints: Extrusion has practical limits. Extremely thin fins, very high aspect ratios, or complex undercuts may be impossible to produce reliably. Work with your manufacturer early in the design phase to understand what's achievable. Minor geometry adjustments during initial design cost nothing, while discovering constraints after tooling investment proves expensive.
Underestimating thermal spreading resistance: As research demonstrates, thermal resistance changes based on heat source size relative to heatsink base area. A small heat source on a large heatsink base encounters significant spreading resistance that published thermal resistance values may not reflect. This effect is most pronounced in forced convection applications.
The most successful custom heatsink projects involve close collaboration between thermal engineers and extrusion manufacturers from the earliest design stages. Experienced suppliers can suggest geometry modifications that improve both thermal performance and manufacturability, often identifying optimization opportunities that save cost while enhancing cooling capability.
You've designed your thermal solution, chosen the right alloy, and decided between standard and custom profiles. Now comes a decision that will impact your project's success as much as any technical specification: selecting the right manufacturing partner. The difference between a capable supplier and an inadequate one often determines whether your aluminum heat sinks arrive on time, meet specifications, and perform reliably in the field.
Finding heat sink manufacturers isn't difficult. A quick search for heat sink online resources reveals countless options. But identifying a partner who can truly support your project from concept through production? That requires systematic evaluation of capabilities, equipment, and support infrastructure.
When assessing potential aluminum heat sink suppliers, look beyond marketing claims to understand actual production capabilities. The equipment a manufacturer operates directly determines what profiles they can produce and at what quality level.
Here are the essential criteria to evaluate when comparing suppliers:
According to industry specialists, top-tier suppliers typically offer both standard and custom extrusion profiles, with many assisting in die design and prototyping to ensure manufacturability from the design stage. This early-stage collaboration often prevents costly revisions later.
Why press tonnage matters for your project:
The extrusion press capacity directly affects what heatsink profiles a manufacturer can produce. Higher tonnage presses generate greater force, enabling more complex shapes with intricate fin geometries and larger overall dimensions. A manufacturer operating presses ranging from 600T to 5500T can accommodate everything from compact LED heatsinks to large industrial thermal management solutions.
For example, Shengxin Aluminium demonstrates what comprehensive capability looks like in practice. With 35 extrusion presses spanning 600T to 5500T, they handle both delicate precision profiles and substantial industrial extrusions. Their surface treatment options include anodizing in custom colors, powder coating, PVDF, and micro-arc oxidation for superior durability. Backed by 30+ years of experience, their technical team provides end-to-end support from die development through mass production.
Before committing to any aluminum heat sink suppliers, gather specific information that reveals their true capabilities. These questions help separate marketing claims from operational reality:
About production capabilities:
About quality and support:
About logistics and reliability:
As sourcing experts note, a responsive and knowledgeable customer service team is essential when dealing with technical products. Evaluate how suppliers handle order updates, drawing reviews, delivery scheduling, and after-sales support. The ease of communication often determines how quickly issues get resolved when problems arise.
The importance of end-to-end support:
Working with a single supplier for multiple production steps offers significant advantages beyond convenience. Integrated manufacturing means:
According to manufacturing specialists, integrating machining directly after extrusion eliminates multiple handling stages and ensures superior dimensional accuracy with reduced production costs. This integration becomes particularly valuable for alu heatsink projects requiring tight tolerances and consistent finish quality.
Validation before commitment:
Before placing production orders, take steps to verify supplier claims:
Choosing the right partner involves balancing technical capabilities, service quality, delivery performance, and long-term partnership potential. By evaluating suppliers systematically using these criteria, you reduce sourcing risks and position your project for success. A proactive approach to supplier selection today helps secure a reliable, efficient supply chain for tomorrow's thermal management requirements.
Aluminum is an excellent heat sink material due to its unique balance of thermal conductivity (167-201 W/mK depending on alloy), lightweight structure at one-third the weight of copper, and cost-effectiveness offering up to 70% savings compared to copper alternatives. The extrusion process allows aluminum to be formed into complex finned profiles that dramatically increase surface area for heat dissipation. This combination makes aluminum heatsinks ideal for applications ranging from LED lighting and consumer electronics to power supplies and industrial equipment where weight, performance, and budget all matter.
Extruded aluminum heat sink material is created by heating aluminum billets to approximately 800-925°F and forcing them through precision steel dies under immense pressure (1,000-15,000 tons). The most common alloy is 6063-T5, which offers superior thermal conductivity of approximately 201 W/mK and excellent extrudability for creating thin, tall fins. 6061-T6 is used when higher mechanical strength is required. The extrusion process produces consistent cross-sectional profiles with integrated fins that efficiently transfer heat through conduction, convection, and radiation.
Extruded aluminum heatsinks have limitations including geometric constraints since extrusion only creates uniform 2D cross-sections along the profile length, limiting 3D design flexibility compared to die-casting. Fin aspect ratios are typically limited to under 10:1, and very thin or closely spaced fins can be challenging to produce consistently. Additionally, extrusion dies require upfront investment for custom profiles, making them less economical for very low volumes. For applications requiring maximum fin density, skived heatsinks may outperform extruded versions by 30-50% but at significantly higher cost.
Choose 6063-T5 for most heatsink applications because it offers approximately 20% higher thermal conductivity (201 W/mK vs 167 W/mK), superior extrudability for complex fin geometries, and better anodizing results with consistent surface finish. Select 6061-T6 when your heatsink must also serve structural purposes, handle mechanical loads, or operate in high-vibration environments, as it provides significantly higher tensile strength (310 MPa vs 186 MPa). For standard electronics cooling, LED lighting, and consumer devices, 6063-T5 delivers optimal thermal performance at standard pricing.
Choose custom heatsink extrusions when production volumes exceed 1,000-5,000 units (making tooling costs negligible per piece), when your application demands optimized fin geometry unavailable in standard profiles, when tight space constraints require non-standard dimensions, or when integrated mounting features would simplify assembly. Custom dies typically cost $500-$5,000+ depending on complexity. For prototypes, low volumes, or budget-sensitive projects, standard profiles offer faster delivery without tooling investment. Work with experienced manufacturers like Shengxin Aluminium who provide end-to-end support from die development through mass production.




 Інтернет-сервіс
Інтернет-сервіс 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 Українська
Українська English
English français
français Deutsch
Deutsch русский
русский español
español português
português العربية
العربية ไทย
ไทย Việt
Việt










