

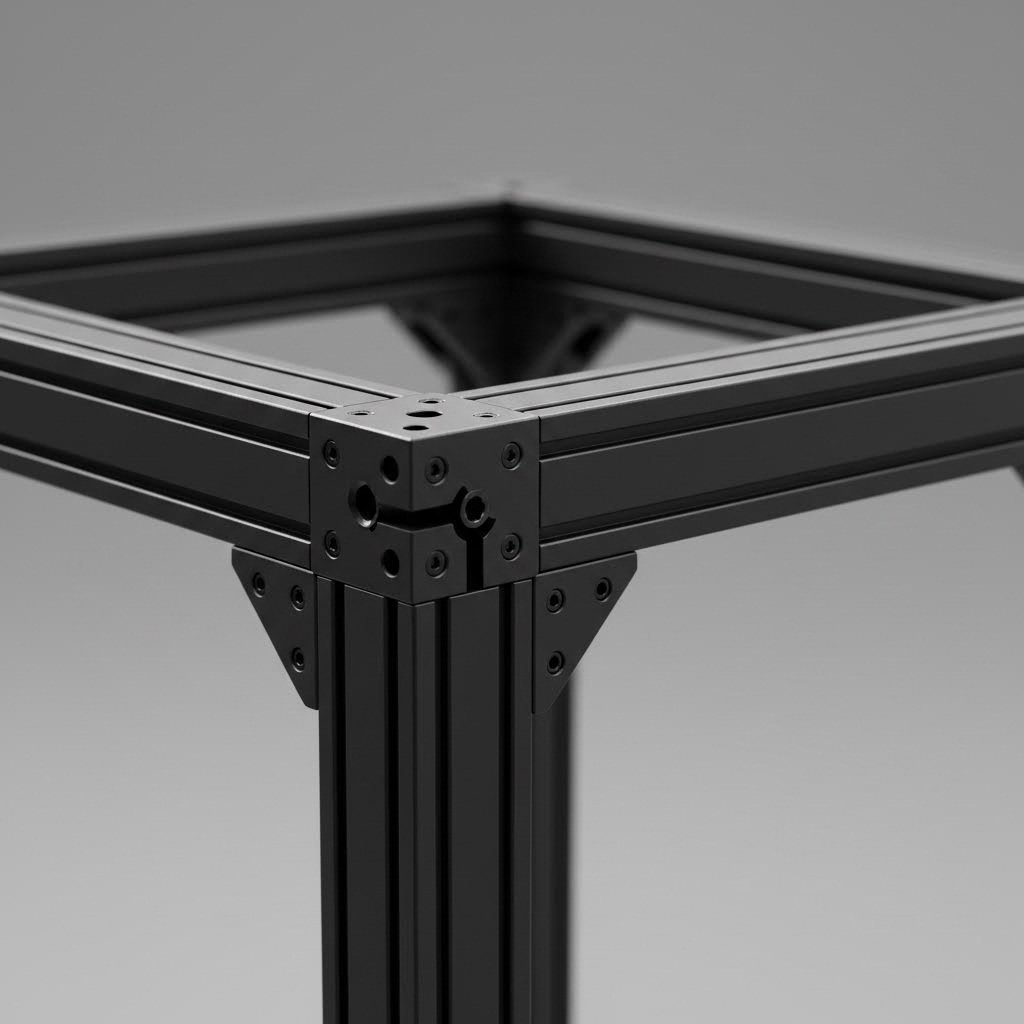
Have you ever wondered why so many modern machines, workstations, and display fixtures feature sleek dark frames instead of traditional silver aluminum? The answer lies in the growing demand for black aluminum extrusion - a material that combines structural versatility with refined aesthetics. Whether you're building a CNC enclosure, designing retail displays, or constructing industrial automation systems, this finish has become the go-to choice for professionals who want both function and form.
At its core, black extruded aluminum starts with the same manufacturing process as its silver counterpart. Heated aluminum billets are forced through a shaped die, creating continuous profiles with consistent cross-sections. The magic happens afterward when the surface receives its distinctive dark finish.
Two primary methods create the black appearance you'll see on quality profiles:
The critical difference from raw or clear anodized aluminum extrusions? The black finish fundamentally changes how the material interacts with light, fingerprints, and its surrounding environment.
Why are designers and engineers increasingly specifying black aluminum over traditional silver alternatives? The reasons extend far beyond simple aesthetics.
Imagine setting up a photography studio or video production space. Silver frames create distracting reflections and glare that can ruin your shots. Black profiles absorb light rather than bouncing it around, making them essential for controlled lighting environments. The same principle applies to retail displays where you want products - not the framework - to capture attention.
There's also a practical side that many users discover only after working with both options. Anodized aluminum extrusions in black naturally resist fingerprints and smudges far better than their lighter counterparts. That polished silver frame might look stunning on day one, but after weeks of handling during assembly and adjustment, it shows every touch. Black finishes maintain their professional appearance with minimal maintenance.
Here are the key characteristics that define quality black aluminum extrusion:
Understanding these fundamentals sets the stage for making informed decisions about sizes, finishes, and hardware compatibility - all of which we'll explore in the sections ahead.
Now that you understand what makes black aluminum extrusion special, let's dive into the specific finish options available. Choosing the right surface treatment isn't just about color - it directly impacts durability, maintenance requirements, and long-term performance. Whether you're building an indoor workstation or an outdoor display structure, the finish you select will determine how well your black aluminum frame holds up over time.
When specifying anodized extruded aluminum in black, you're essentially choosing between two distinct technologies. Each has its place depending on your project requirements.
Black anodizing creates a finish that's chemically bonded to the aluminum surface. The process involves immersing the profile in an acid electrolyte bath while passing an electrical current through it. This grows a controlled oxide layer that's then dyed black and sealed. The result? A finish that won't peel, chip, or flake because it's literally part of the metal.
Here's something many suppliers don't mention: anodized aluminum extrusion finishes come in different thicknesses, and this matters for your application.
Thicker anodized layers offer better UV stability and abrasion resistance, making them ideal for outdoor installations. If your black aluminum profile will face direct sunlight, specify Type III or at minimum a thicker Type II finish.
Powder coating takes a different approach. A dry powder is electrostatically sprayed onto the aluminum and then cured in an oven at around 400°F. The powder melts and flows into a continuous film that's typically 2 to 6 mils thick - significantly thicker than most anodized finishes.
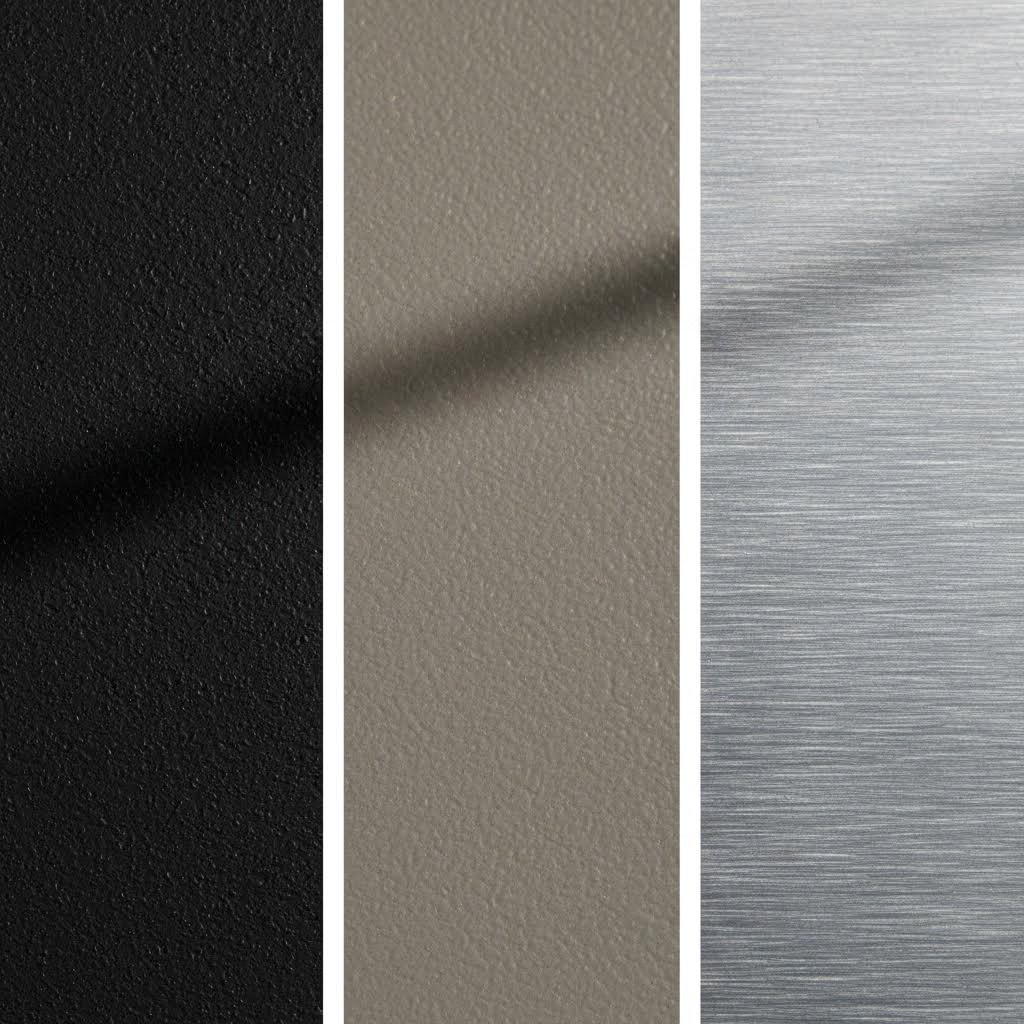
Not every project demands a black finish. Understanding the full spectrum of options helps you make informed comparisons and recognize when black truly serves your needs best.
Mill finish aluminum comes straight from the extrusion press with no additional treatment. It's the most economical option but offers minimal corrosion protection and shows scratches immediately. You'll notice this raw aluminum has a somewhat dull, grayish appearance that varies slightly between production batches.
Clear anodized aluminum receives the same electrochemical treatment as black anodized profiles but without the dye step. The result is a transparent protective layer that showcases aluminum's natural silver appearance while adding significant durability.
| Characteristic | Black Anodized | Powder Coated Black | Clear Anodized | Mill Finish |
|---|---|---|---|---|
| Durability | Excellent | Very Good | Excellent | Fair |
| UV Stability | Very Good (Type III superior) | Good to Very Good | Excellent | Poor |
| Scratch Resistance | Excellent | Good | Excellent | Poor |
| Outdoor Suitability | Yes (specify Type III) | Yes (with UV-stable powder) | Yes | No |
| Relative Cost | High | Medium | Medium-High | Low |
| Appearance | Satin to semi-gloss black | Matte to gloss black | Natural silver metallic | Dull gray |
| Fingerprint Visibility | Low | Very Low | High | Medium |
| Touch-up Options | Limited | Good | Limited | N/A |
For outdoor installations, black anodized profiles with Type III hardcoat treatment offer the best combination of UV resistance and structural integrity. The thicker oxide layer resists fading far better than standard anodizing, maintaining that professional black aluminum appearance for years. Powder-coated alternatives can also perform well outdoors, but you'll want to confirm the powder formulation includes UV stabilizers.
With your surface finish selected, the next critical decision involves choosing the right profile size for your structural requirements.
Sounds complex? You're not alone. One of the biggest hurdles when working with black aluminum extrusion is navigating the maze of sizing options. Walk into any supplier's catalog and you'll encounter numbers like 1515, 2020, 4080 - what do they actually mean? Understanding these conventions will save you from ordering the wrong profiles and incompatible hardware.
The naming system for aluminum extrusion profiles is actually more intuitive than it first appears. Those four-digit numbers describe the profile's cross-sectional dimensions in millimeters. A 2020 profile measures 20mm x 20mm, while a 4080 extrusion spans 40mm x 80mm. Simple, right?
Here's where it gets interesting. Manufacturers worldwide have standardized around several key size families, each optimized for different load requirements:
You'll notice that rectangular profiles like the 80x40mm option offer a strategic advantage. When oriented with the longer dimension vertical, they resist bending forces far better than square profiles of equivalent weight. This means you can often use a lighter rectangular extrusion instead of a heavier square one.
Here's something that trips up many first-time buyers: not all sizing systems are compatible. The metric series (15, 20, 30, 40mm) and the imperial-based series (1 inch, 1.5 inch) use different slot widths and hardware.
When you see "20mm series" or "1 inch series," you're looking at fundamentally different ecosystems. A T-nut designed for a 20mm metric profile won't fit properly in a 1-inch imperial slot, even though the profiles look similar at first glance.
| Profile Name | Metric Dimensions | Approximate Imperial Equivalent | Slot Width | Typical Load Capacity (centered, unsupported span) |
|---|---|---|---|---|
| 1515 | 15mm x 15mm | 0.59" x 0.59" | 6mm | Light duty - up to 5 lbs at 12" span |
| 2020 | 20mm x 20mm | 0.79" x 0.79" | 6mm | Light-medium - up to 15 lbs at 24" span |
| 3030 | 30mm x 30mm | 1.18" x 1.18" | 8mm | Medium duty - up to 35 lbs at 24" span |
| 4040 | 40mm x 40mm | 1.57" x 1.57" | 8mm | Heavy duty - up to 75 lbs at 24" span |
| 4080 | 40mm x 80mm | 1.57" x 3.15" | 8mm | Heavy duty - up to 150 lbs at 36" span (strong axis) |
| 1" Series | 25.4mm x 25.4mm | 1" x 1" | 6.35mm (1/4") | Light-medium - up to 20 lbs at 24" span |
| 1.5" Series | 38.1mm x 38.1mm | 1.5" x 1.5" | 8mm or 1/4" | Medium-heavy - up to 60 lbs at 24" span |
The load capacities shown represent conservative guidelines for centered loads on unsupported spans. Your actual capacity depends heavily on how you connect the profiles and whether you add diagonal bracing or gussets.
Different manufacturers use slightly different naming conventions, which can cause confusion. Some suppliers label their 40mm x 80mm profile as "4080," while others call it "80-40" or simply "40x80." The dimensions are identical - only the naming order differs. Always verify the actual measurements before ordering.
When selecting the right size for your project, consider these critical factors:
With your profile size determined, the next step is understanding how T-slot hardware connects everything together - and why matching the right hardware to your chosen series matters more than you might expect.
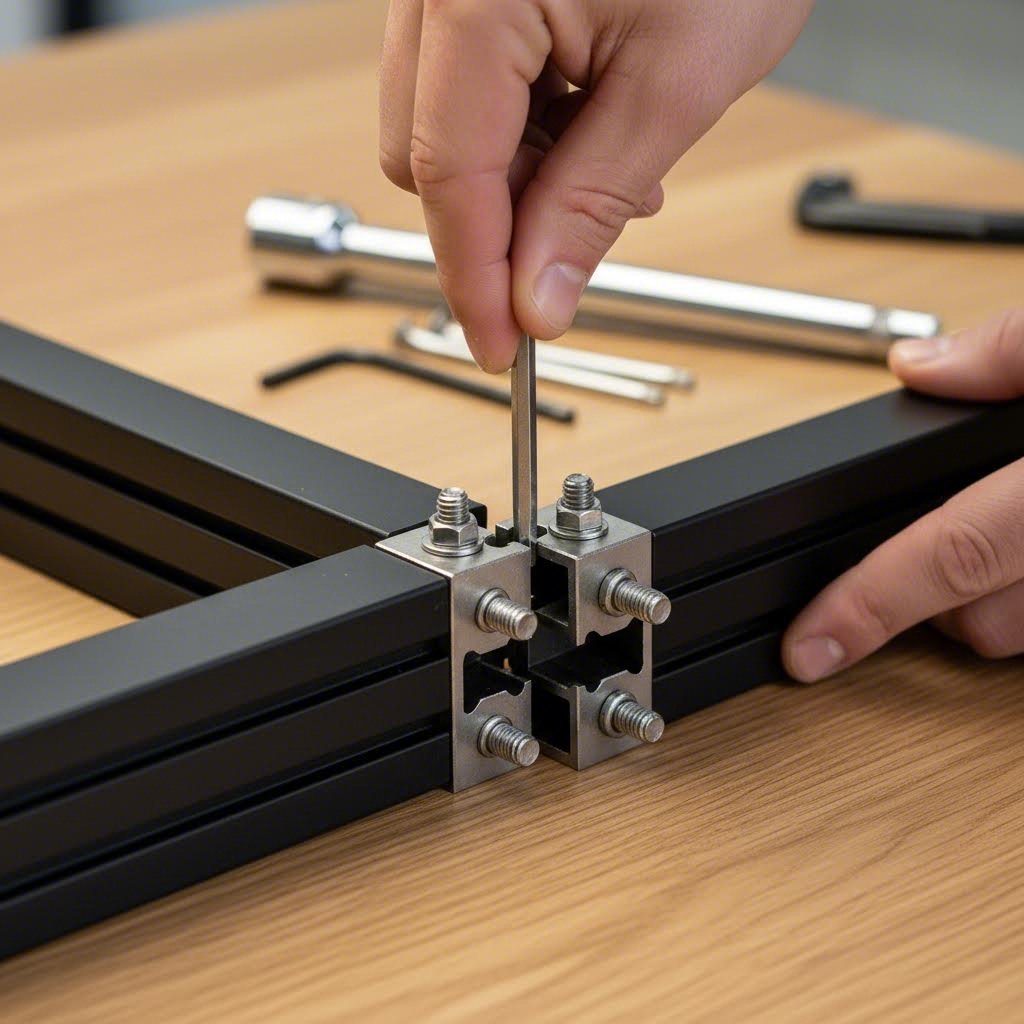
Ever tried forcing a puzzle piece into the wrong spot? That's exactly what happens when you mix incompatible T-slot hardware with your black aluminum profiles. The genius of the t slot aluminum profile system lies in its modularity - but that same flexibility creates potential pitfalls for the unprepared. Let's break down how this ecosystem works so you can build with confidence.
Picture the cross-section of an aluminum t rail, and you'll notice channels running along each face. These aren't just decorative grooves - they're precision-engineered slots that accept specialized hardware from any angle. The "T" shape of each slot features a narrow opening at the surface that widens into a larger cavity below.
Here's why this matters: when you slide a T-nut into the slot and tighten a bolt, the nut's head gets trapped in that wider cavity. It physically cannot pull through the narrow opening. This creates incredibly strong connections without drilling, welding, or permanently modifying your profiles.
The slot width is your critical compatibility factor. It determines exactly which hardware fits your profiles:
You'll notice these slot widths don't scale linearly with profile size. A 40mm profile doesn't have double the slot width of a 20mm profile. This means you can't simply "scale up" your hardware when moving between series - you need hardware specifically designed for each slot width.
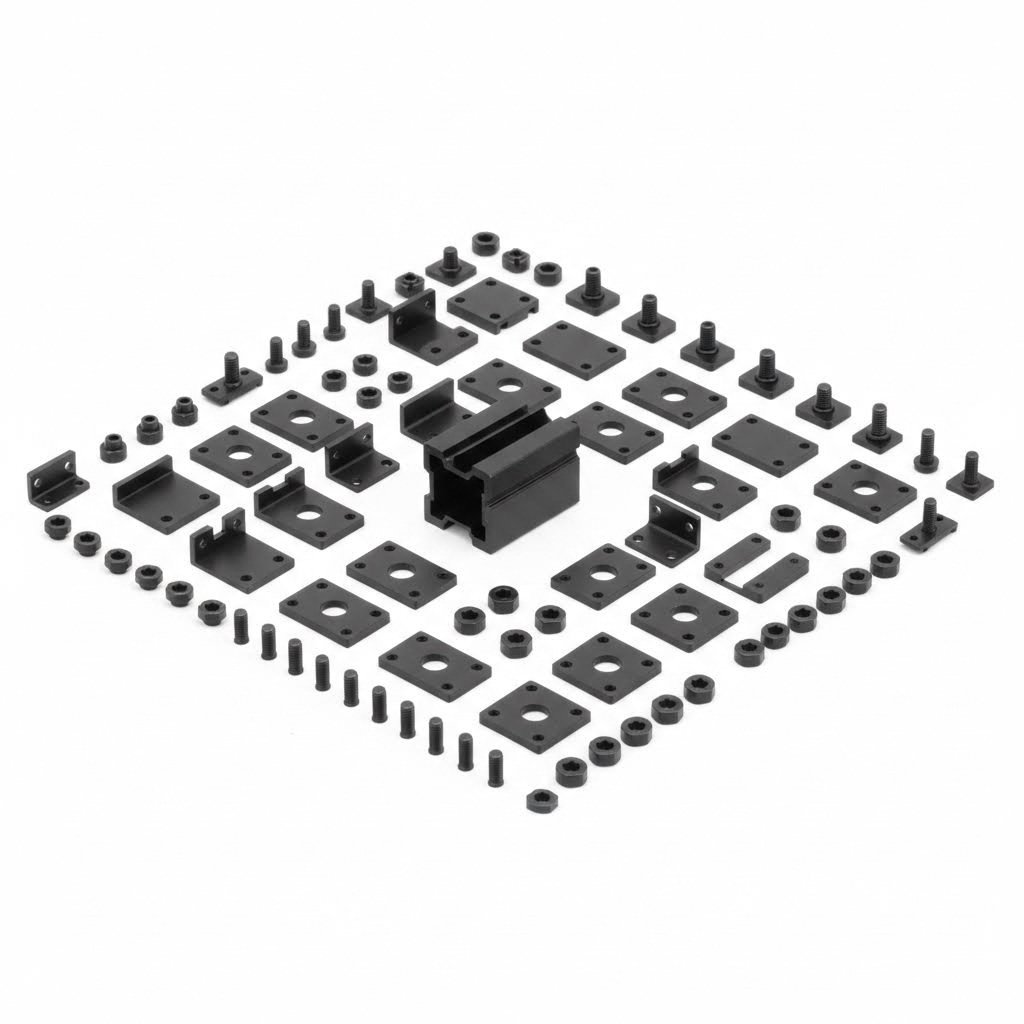
Building with black aluminum extrusion requires more than just profiles. Think of your project as an ecosystem where every component must work together seamlessly.
The essential hardware categories you'll work with include:
Now here's where compatibility gets tricky. Different manufacturer series - such as 10 series, 15 series, 20 series, 40 series, 45 series, and the well-known 80/20 system - each have proprietary slot dimensions and hardware. While a tnutz extrusion from one supplier might look identical to a competitor's 20mm profile, subtle differences in slot geometry can prevent hardware from fitting properly.
Cross-compatibility problems typically manifest in frustrating ways. A T-nut might slide into the slot but sit too loose for secure connections. Alternatively, it might wedge in so tightly that adjustment becomes impossible. Corner brackets designed for one manufacturer's profiles may have mounting holes that don't align correctly with another's slot spacing.
The safest approach? Source your profiles and hardware from the same manufacturer or verify compatibility before ordering. Many tnutz aluminum extrusion suppliers publish detailed compatibility charts showing which hardware works across different series.
For projects using black aluminum profiles, aesthetic consistency matters as much as mechanical compatibility. Nothing undermines a sleek black frame faster than silver hardware scattered throughout. Most quality suppliers offer matching black-finished hardware including:
Specify black hardware from the start rather than trying to match finishes later. Batch variations in black coatings mean hardware purchased separately may not perfectly match your profiles or earlier hardware orders.
With your hardware ecosystem mapped out, you're ready to tackle the practical side of working with these profiles - specifically, how to cut and machine black anodized aluminum without damaging that premium finish.
You've selected the perfect black anodized profiles, matched your hardware, and planned your frame layout. Now comes the moment of truth - cutting those pristine profiles to length. Here's where many projects go wrong. That beautiful black finish you paid extra for? It can chip, scratch, or flake in seconds if you approach machining incorrectly. Understanding how to cut extruded aluminum with a protective finish requires different techniques than working with raw material.
The challenge stems from the anodized layer itself. As noted by machining experts at Sunrise Metal, the anodized coating is typically denser and harder than the base aluminum underneath. This means your cutting tools encounter two different materials with different properties - and the harder outer layer is the one you need to keep intact.
When you're learning how to cut extruded aluminum with anodized finishes, blade selection makes or breaks your results. Standard wood-cutting blades or worn metal blades will tear and chip the oxide layer rather than slicing cleanly through it.
The best blade options for t extrusion cutting include:
Ready to make your first cut? Follow this step-by-step procedure for professional results:
Drilling through t aluminum profiles presents unique challenges. Unlike cutting where the blade passes through once, drilling involves sustained contact between the tool and the anodized surface. Get it wrong, and you'll see ugly chipping around every hole.
The anodized coating's hardness works against you here. Drill bits can skate across the surface before biting in, scratching the finish. Once through the hard outer layer, the bit suddenly encounters softer base aluminum and can grab aggressively, causing breakthrough chipping on the exit side.
Here's what causes the most common machining damage:
Protect your black finish during drilling operations by following these guidelines:
After cutting and drilling, deburring requires a gentle touch. Aggressive deburring wheels or files will scratch the anodized surface surrounding your cut edges. Instead, use a handheld deburring tool with a light touch, working only on the cut edge itself. For hole edges, a countersink bit turned by hand - not power-driven - removes burrs without damaging the surrounding finish.
When minor scratches do occur, your touch-up options depend on your finish type. Powder-coated profiles can often accept touch-up paint reasonably well. True anodized finishes are more challenging since the color is integral to the oxide layer. For black anodized aluminum, black permanent marker can mask light scratches temporarily, while specialized anodized aluminum touch-up pens offer longer-lasting concealment for minor blemishes.
With your profiles cleanly cut and drilled, you're ready to explore how different industries put these black aluminum frameworks to work in creative and functional applications.

Where does black aluminum extrusion actually get used? The answer spans far more industries than you might expect. From factory floors humming with automated machinery to sleek retail boutiques and professional photography studios, these dark profiles have earned their place as the structural backbone of countless projects. Let's explore why specific sectors gravitate toward black and aluminum combinations - and discover applications that might spark ideas for your own builds.
Walk through any modern manufacturing facility and you'll spot black aluminum frameworks everywhere. The industrial sector has embraced these profiles for reasons that go beyond aesthetics - though the professional appearance certainly doesn't hurt when clients tour the factory floor.
Machine builders particularly favor black profiles for these common applications:
The modularity factor proves especially valuable in industrial settings. According to Framing Tech, T-slot systems allow users to quickly build or modify projects using simple hand tools - no welding, grinding, or painting required. When production requirements change, black aluminum frameworks can be reconfigured rather than scrapped.
Imagine you're designing a retail display where products need to capture attention - not the framework supporting them. Or picture a photography studio where every reflection could ruin a shot. These creative environments demand more than structural strength; they require visual restraint.
Black aluminum profiles excel in these aesthetic-driven sectors:
Cleanroom applications deserve special mention. These controlled environments prohibit materials that shed particles or create static discharge. Anodized black aluminum meets both requirements while its dark surface makes contamination easier to spot during cleaning protocols. The same logic applies to medical equipment frames and laboratory furniture where cleanliness verification matters.
Why does black specifically outperform silver in so many creative applications? The answer comes down to light behavior. Silver and clear anodized surfaces reflect roughly 80% of incident light, creating glare that draws the eye. Black anodized surfaces absorb most of that light instead, allowing surrounding elements - products, artwork, or the subject being photographed - to dominate the visual field.
This optical difference explains why you'll find black profiles dominating environments where visual perception matters: product photography setups, optical testing equipment, projector mounting systems, and anywhere else stray reflections cause problems.
Whether your project falls into the industrial category or leans toward creative applications, the selection process follows similar principles. Understanding how to match profile sizes and finishes to your specific requirements ensures you'll achieve both the structural performance and visual impact your project demands.
Feeling overwhelmed by options? You're staring at catalogs filled with profile sizes, finish specifications, and hardware compatibility charts - and somehow you need to translate all of this into the right purchase decision. The good news? Selecting black aluminium extrusion becomes straightforward once you follow a structured approach. Let's walk through a decision-making framework that transforms confusion into confidence.
Before browsing supplier catalogs, you need clarity on what your project actually demands. Jumping straight to profile selection without this groundwork leads to undersized frames that flex under load or oversized structures that waste budget and add unnecessary weight.
Work through this decision-making checklist in order - each step builds on the previous:
According to selection guidance from Canart, the first step in choosing aluminum extrusions is identifying your project's specific requirements - load-bearing capacity, size, and flexibility all factor into finding the most appropriate profile.
Your profile selection is only as good as the supplier delivering it. Two suppliers offering identical-sounding 4040 black anodized profiles can deliver dramatically different quality levels, lead times, and support experiences.
What separates reliable suppliers from problematic ones? As outlined by industry analysts at Inquivix Technologies, several factors distinguish a reliable, long-term partner from a risky vendor: experience, production capacity, quality control systems, and engineering support capabilities.
Consistent finish quality becomes critical when ordering large quantities. Imagine assembling a workstation frame only to discover that profiles from different production batches show noticeably different black tones. This happens more often than you'd expect with suppliers lacking rigorous quality control.
Look for suppliers who demonstrate:
Comprehensive processing services add significant value beyond basic profile supply. Consider what happens when you need profiles cut to precise lengths, drilled for specific hardware, or machined with complex features. Working with multiple vendors for extrusion, cutting, and finishing creates coordination headaches and quality inconsistencies.
Suppliers offering end-to-end support from die development through mass production streamline your entire procurement process. For projects requiring custom black aluminum extrusion with precise specifications, Shengxin Aluminium's processing services exemplify this comprehensive approach. Their facility houses 35 extrusion presses ranging from 600T to 5500T capacity, paired with CNC machining centers capable of precise cutting, drilling, and bending to exact specifications.
Surface treatment options matter equally. Beyond standard black anodizing, advanced suppliers offer powder coating, PVDF finishes for extreme durability, and even specialized treatments like micro-arc oxidation. Custom anodizing in colors like champagne or rose gold opens design possibilities beyond basic black - valuable when your project requires coordinated color schemes or brand-specific finishes.
Before finalizing any supplier relationship, verify these critical capabilities:
The most valuable suppliers function as technical partners rather than simple vendors. They offer design-for-manufacturability feedback that can reduce costs, improve performance, or simplify assembly. This collaborative approach proves especially valuable for complex projects where profile selection, finish specification, and machining requirements intersect.
With your profiles selected and supplier vetted, you're ready for the final phase - assembling your black aluminum structure and maintaining its appearance over time.
You've selected the perfect profiles, sourced matching hardware, and cut everything to length. Now comes the moment where your black aluminum extrusion project transforms from a pile of parts into a finished structure. Getting assembly right determines whether your frame stays square and secure for years - or gradually loosens and shifts out of alignment. Let's cover the techniques that separate professional builds from frustrating failures.
The secret to rock-solid T-slot connections? Proper torque. Tighten too little and joints loosen under vibration. Overtighten and you risk stripping threads or cracking the anodized finish around fastener heads.
According to technical specifications from PARCO Inc., quality T-slot extrusions feature a 2-degree taper that spring-locks fasteners as they're tightened. This design pre-loads the connection, creating vibration-proof joints that won't work loose during operation. To activate this feature, you need to reach minimum torque thresholds specific to your fastener size.
For most M5 and M6 T-slot connections, aim for 4-6 foot-pounds of torque. M8 fasteners typically require 8-12 foot-pounds. Using a torque wrench rather than guessing ensures consistent connections throughout your build.
Squaring your frame during assembly prevents headaches later. Here's the approach that works:
As emphasized by framing experts at AngleLock, designing with disassembly in mind pays dividends when modifications become necessary. Orient fasteners so they remain accessible, and consider clearance requirements before finalizing bolt positions.
Your black aluminum frame looks stunning on day one. Keeping it that way requires understanding what helps - and what harms - anodized and powder-coated surfaces.
Expanding or modifying existing black aluminum structures remains straightforward thanks to T-slot modularity. Drop-in T-nuts allow adding components anywhere along a profile without disassembling existing connections. When extending frames, source profiles from the same supplier and production period when possible to ensure finish matching.
Key takeaway: Success with black aluminum extrusion comes down to three fundamentals - match your profile size to actual load requirements, select finishes appropriate for your environment, and assemble with proper torque to create vibration-proof connections that maintain both structural integrity and visual appeal for years of reliable service.
Black anodized aluminum extrusion features a finish chemically bonded to the surface through an electrochemical process, making it extremely hard and scratch-resistant. The color becomes part of the metal itself and won't peel or chip. Powder coating applies a dry powder electrostatically that's heat-cured into a thicker protective layer (2-6 mils vs 0.4-1.0 mils for standard anodizing). Powder coating offers deeper matte options and easier touch-up repairs, while anodizing provides superior scratch resistance and maintains tighter dimensional tolerances for T-slot hardware compatibility.
Black aluminum extrusion comes in various standardized metric and imperial sizes. Common metric profiles include 1515 (15mm x 15mm), 2020 (20mm x 20mm), 3030, 4040, and 4080 (40mm x 80mm). Imperial options include 1-inch and 1.5-inch series profiles. The profile name indicates cross-sectional dimensions in millimeters. Rectangular profiles like 4080 offer enhanced stiffness in one direction, making them ideal for horizontal spans on workbenches and gantry systems. Size selection depends on load requirements, span distances, and application type.
To cut black anodized aluminum cleanly, use carbide-tipped blades with high tooth counts (80+) and negative rake angles. Apply painter's tape to surfaces where the blade enters and exits to prevent chipping. Secure the profile with soft jaw clamps, use slower spindle speeds than raw aluminum, and apply cutting fluid to reduce friction. Feed steadily without forcing, support the cutoff piece to prevent edge damage, and allow cooling before handling. For drilling, use sharp carbide bits with backing material behind exit points to prevent breakthrough chipping.
T-slot hardware is not universally compatible across manufacturers. Different series (10, 15, 20, 40, 45, and 80/20 systems) use varying slot widths: 6mm slots for 15-20mm profiles, 8mm slots for 30-40mm profiles, and 10mm slots for 45mm+ profiles. Metric and imperial systems are fundamentally incompatible - a T-nut for a 20mm metric profile won't fit a 1-inch imperial slot. Always source profiles and hardware from the same manufacturer or verify compatibility before ordering to avoid assembly problems.
Black aluminum extrusions excel in applications requiring reduced glare and professional aesthetics. Industrial uses include CNC machine frames, 3D printer enclosures, safety guarding, and conveyor systems where the dark finish hides dust and coolant marks. Creative applications span photography studios (eliminating reflections), retail displays, trade show booths, museum installations, and custom furniture. The finish absorbs light rather than reflecting it, making black profiles ideal for controlled lighting environments, optical equipment, and cleanroom applications where contamination visibility matters.




 Інтернет-сервіс
Інтернет-сервіс 0086 136 3563 2360
0086 136 3563 2360 sales@sxalu.com
sales@sxalu.com +86 136 3563 2360
+86 136 3563 2360 Українська
Українська English
English français
français Deutsch
Deutsch русский
русский español
español português
português العربية
العربية ไทย
ไทย Việt
Việt










